Лужение — процесс покрытия поверхностей заготовок тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение осуществляется для защиты деталей от коррозии и окисления, подготовки поверхностей заготовок и инструмента к паянию мягкими припоями, а также перед заливкой вкладышей подшипников скольжения баббитом. Перед лужением поверхность заготовки тщательно очищается и обезжиривается. Очистка поверхностей от грязи и коррозии осуществляется как механическим (при помощи карцовочных щеток или напильников), так и химическим способом в 25%-ном растворе соляной кислоты в целях обезжиривания поверхностей заготовки и удаления с них оксидных пленок. После механической очистки заготовки промываются в кипящем 10%-ном растворе каустической соды, а затем в воде.
Прежде чем приступить непосредственно к лужению, поверхность заготовки покрывается флюсом. В качестве флюса используют хлорид цинка, раствор которого наносится на заготовку при помощи кисти, куска войлока или пакли. Затем поверхность, подлежащая лужению, посыпается порошком нашатырного спирта и нагревается до температуры плавления олова или другого сплава, который наносят на поверхность в виде порошка или мелких кусочков. После того как припой или олово, соприкоснувшись с нагретой поверхностью заготовки, начинает плавится, его растирают паклей или холщовой тряпкой, предварительно пересыпанной порошком нашатырного спирта. Наносимый сплав должен равномерно распределиться по поверхности обрабатываемой заготовки. Такой способ покрытия поверхности заготовки называется лужением растиранием. Обрабатываемую поверхность можно покрывать оловом или припоем и другим способом — погружением. В этом случае очищенную и протравленную заготовку погружают примерно на одну минуту в ванну с раствором хлорида цинка, а затем в ванну с расплавленным припоем или оловом, в которой заготовку выдерживают в течение 2… 3 мин, после чего извлекают из ванны, встряхивают и проверяют визуально на равномерность распределения покрытия и на отсутствие вздутий.
Нагревание заготовок осуществляется, как правило, паяльной лампой.
Правила безопасности при лужении.
При лужении необходимо соблюдать следующие правила безопасности:
Все работы, связанные с процессом лужения, должны выполняться в брезентовых рукавицах.
Все работы при лужении необходимо производить под вытяжным колпаком или при наличии в помещении хорошей вытяжной вентиляции.
При подготовке раствора соляной кислоты во избежание разбрызгивания следует всегда вливать кислоту в воду, а не наоборот.
При работе с паяльной лампой запрещается:
разжигать паяльную лампу без защитного кирпичного экрана:
чрезмерно накачивать воздух в резервуар лампы;
запрещается гасить лампу до закрытия регулирующего вентиля. Выпускать воздух из резервуара необходимо только после того, как лампа погашена, а горелка остыла.
5. Следует тщательно мыть руки с мылом после окончания работы.
Паяние (пайка) — процесс соединения двух или более металлических частей в единое целое при помощи расплавленного металла или сплава — припоя. Припой имеет более низкую температуру плавления по сравнению с температурой плавления металла соединяемых частей. Этим методом получают неразъемные соединения как из однородных, так и из неоднородных металлов. Соединение происходит без расплавления кромок соединяемых деталей. Процесс пайки состоит из прогрева соединяемых частей до температуры плавления припоя, его расплавления, растекания припоя и заполнения зазора (шва) между соединяемыми частями под воздействием капиллярных сил с последующим диффундированием (проникновением) в материал соединяемых частей и кристаллизацией паяного шва.
Поверхности соединяемых частей перед пайкой должны быть тщательно зачищены и обезжирены. Очистку соединяемых поверхностей производят при помощи карцовочных щеток, напильников или шаберов, а их обезжиривание — различными растворителями (бензин, ацетон, уайт-спирит и т.п.). Перед пайкой поверхности соединяемых частей следует подвергнуть травлению, например соляной кислотой, в целях удаления оксидной пленки. В процессе пайки взаимное положение соединяемых частей относительно друг друга следует зафиксировать. Для этого используют струбцины или обвязку мягкой (отожженной) стальной проволокой.
Иногда в процессе пайки может наблюдаться следующее явление: припой превращается в шарик, вместо того чтобы растекаться по всему месту пайки и заполнять стык между соединяемыми частями изделия. Это явление обусловливается различными причинами, чаще всего силами поверхностного натяжения. Иногда причиной недостаточного смачивания является большое различие между структурами припоя и основного металла, а также наличие оксидных пленок и загрязнения на поверхности припоя или соединяемых пайкой частей изделия.
Поверхность металлических деталей всегда имеет микронеровности, невидимые невооруженным глазом, которые образованы следами предшествующей обработки.
Припой в расплавленном состоянии должен заполнять все эти микронеровности.
Для предупреждения образования оксидной пленки в процессе нагрева применяют специальные вещества — флюсы, которые также обеспечивают повышение смачиваемости припоем поверхностей соединяемых частей изделия, а следовательно, и лучшее заполнение шва расплавленным припоем.
Для выполнения этих задач флюсы должны удовлетворять следующим требованиям:
рабочая температура припоя и температура действия флюса должны быть согласованы между собой. Температура, при которой флюс растворяет оксиды, должна быть несколько ниже рабочей температуры припоя;
скорость растворения оксидов должна быть выше, чем скорость пайки;
пайка должна производиться достаточно быстро, чтобы помешать появлению новых оксидов;
флюсы должны иметь низкую вязкость и умеренное поверхностное натяжение;
флюсы должны полностью отшлаковывать загрязнения и отводить их из зоны пайки, так как в противном случае вязкий слой шлака будет снижать активность припоя и препятствовать активному действию флюсующих веществ на поверхность металла.
В зависимости от назначения выполняемого соединения различают два типа припоев: мягкие (с температурой плавления 80… 300 °C) и твердые (с температурой плавления 700… 1 000 °C) на основе медно-цинковых и серебряных сплавов.
Паяние мягкими припоями.
Мягкие припои, применяемые при паянии, представляют собой сплав легкоплавких металлов на основе олова и свинца. Оловянно-свинцовые припои обозначают буквами ПОС (припой оловянно-свинцовый) и цифрами, показывающими содержание олова в припое в процентах. Процентное содержание олова в припое определяет область его применения.
Мягкие припои изготавливают в виде прутков, проволоки или трубки, заполненной флюсом, масса которого составляет приблизительно 5 % массы припоя.
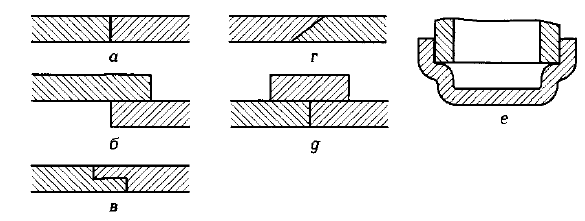
Прежде чем приступить к паянию необходимо тщательно подготовить поверхности соединяемых частей заготовки под паяние. Подготовка поверхности осуществляется очисткой поверхности от грязи и коррозии шабером, надфилем или напильником до металлического блеска. Абразивная шкурка для очистки поверхности не применяется, так как содержащийся в ней клей сильно загрязняет поверхность пайки. При паянии заготовок из листовой стали место спая протравливают 20%-ным раствором соляной кислоты. Соединяемые поверхности плотно пригоняют друг к другу, используя такие операции слесарной обработки, как гибка, правка и опиливание. Некоторые варианты паяных швов, подготовленных к паянию, показаны на рис. 1. При помощи кисточки на место спая наносят тонкий слой жидкого флюса. При использовании твердого флюса поверхность паяния предварительно прогревают паяльником.
Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от оксидов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединяемыми пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используют хлорид цинка, нашатырный спирт, канифоль, стеарин, паяльную пасту, а в ряде случаев раствор соляной кислоты. Состав флюса выбирается в зависимости от материала соединяемых частей заготовки.
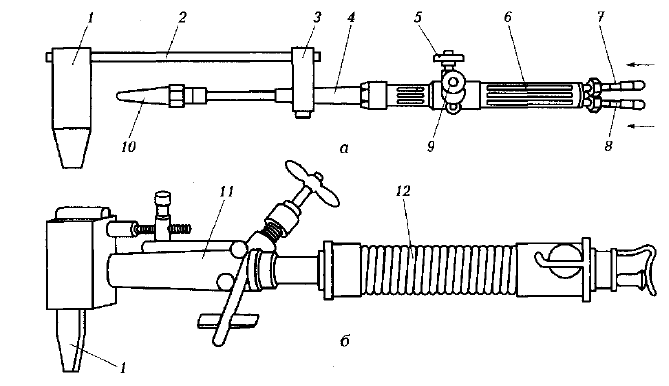
Рис. 2.1. Виды швов: а — прямой; б — внакладку; в — ступенчатый встык; г — прямой встык; д — встык с накладками; е — враструб Рис. 2. Паяльник непрерывного нагрева: а — газовый; б — бензиновый; 1 — рабочая часть; 2 — стержень; 3 — хомутик; 4 — горелка; 5,9 — краны; 6 — рукоятка; 7,8 — штуцеры; 10 — сопло; 11 — бензиновая горелка; 12 — рукоятка-резервуар
Соединяемые части заготовки должны располагаться таким образом, чтобы шов находился сверху. Как только место, к которому прикасается паяльник, прогревается и припой начинает плавиться и растекаться, паяльник без отрыва от шва перемещают, давая возможность припою заполнить зазор в шве между соединяемыми частями заготовки. Припой следует наносить тонким равномерным слоем без припусков. После окончания пайки выступающие над швом приливы удаляют напильником, а поверхность зачищают наждачной шкуркой.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы подразделяются на три группы:
прочные — необязательно герметичные, но обязательно обладающие определенной механической прочностью;
плотные — сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
плотнопрочные — обладающие и прочностью, и герметичностью.
Инструменты для паяния мягкими припоями.
Основным инструментом для выполнения паяных швов является паяльник. В зависимости от способа нагрева рабочей части паяльника различают паяльники периодического нагрева, паяльники постоянного нагрева с использованием газовых или бензиновых нагревательных устройств и электрические паяльники, у которых рабочая часть нагревается электрическим током.
Паяльники периодического нагрева бывают двух типов: прямые и угловые (молотковые). Разогрев паяльника осуществляется при помощи паяльной лампы или в кузнечном горне. Перед нагревом носок паяльника зачищается, а после нагрева очищается от оксидов, на него наносится флюс (жидкий или твердый) и облуживается.
Паяльники непрерывного нагрева (газовые или бензиновые) (рис. 2) обеспечивают постоянный нагрев рабочей части паяльника соответственно газовой или бензиновой горелкой.
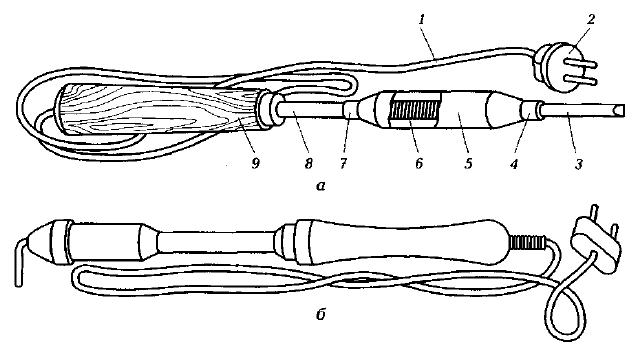
Электрические паяльники (рис. 3) получили наиболее широкое распространение благодаря высокой надежности и простоте действия. Они выпускаются двух типов: прямые и угловые. Очищение носка таких паяльников от оксидов осуществляется соответствующим применяемому припою флюсом.
Правила выполнения работ при пайке мягкими припоями электрическим паяльником.
При пайке мягкими припоями электрическим паяльником необходимо соблюдать следующие правила:
Перед процессом паяния необходимо проверить исправность паяльника, а также электропровода и электрической вилки.
Следует обеспечить плотное прилегание друг к другу соединяемых пайкой частей заготовки,
Необходимо протравливать очищенное место спая раствором соляной кислоты и покрывать слоем флюса.
Паяние следует выполнять только хорошо прогретым и залуженным паяльником.
Запрещается перегревать паяльник. При перегреве и сгорании полуды на рабочей части паяльника необходимо зачистить его носок и вновь облудить на прутке припоя.
При паянии длинного шва следует использовать прутковый припой, подводя его к месту паяния и перемещая вместе с паяльником.
Проверку качества паяния следует осуществлять:
внешним осмотром, не допуская непропаянных мест, «корявого» шва, наплывов припоя на шве;
на герметичность (пропаянные сосуды);
перегибом (спаянные заготовки на механическую прочность) .
внешним осмотром, не допуская непропаянных мест, «корявого» шва, наплывов припоя на шве;
на герметичность (пропаянные сосуды);
перегибом (спаянные заготовки на механическую прочность).
Паяние твердыми припоями.
Паяние твердыми припоями обеспечивает более прочное соединение спаиваемых частей заготовки. Высокая пластичность и ковкость припоя, глубоко проникающего в основной металл, позволяет выдерживать значительные механические напряжения в спаиваемых местах при последующей обработке полученных заготовок как методами резания, так и методами пластического деформирования (прокат, гибка, ковка и т.п.).
Подготовка места спая к паянию. Вследствие того, что припой и материал заготовки имеют значительно меньшую разность температур плавления, этот способ паяния требует выполнения подготовительных операций в большем объеме, чем при паянии мягкими припоями.
Очистка поверхности. Все, что было сказано об очистке поверхностей при подготовке к пайке мягкими припоями, справедливо и по отношению к подготовке поверхностей к пайке твердыми припоями. Необходимо обеспечить абсолютную чистоту того места, где будет производиться паяние. Весьма отрицательное влияние на успешность паяния оказывают не только оксидные пленки, но и жировые и масляные загрязнения на поверхности заготовки, поэтому они должны тщательно удаляться.
Пригонка. Все соединяемые паянием части заготовки, в которых возможны остаточные напряжения в результате предшествующей обработки, должны быть отожжены, так как в противном случае может возникнуть перекос соединяемых паянием частей заготовки, что может привести к неполному заполнению места спая припоем. Все спаиваемые пустотелые детали должны иметь отверстия для выхода воздуха, так как при нагреве может произойти вспучивание или разрыв поверхности соединяемых частей изделия. При паянии твердым припоем должен быть выдержан определенный зазор между соединяемыми частями заготовки для его заполнения расплавленным припоем. Величина этого зазора не должна превышать 0,2 мм.
Фиксация заготовок. Если при паянии мягкими припоями, как правило, обходятся без стационарной фиксации взаимного положения соединяемых заготовок и вполне достаточно их удерживания пинцетом или другими ручными фиксаторами, то при паянии твердыми припоями, когда процесс нагрева требует достаточно большого временного интервала, заготовки следует надежно крепить во взаимном расположении друг к другу. Такое крепление целесообразно осуществлять приспособлениями, оснащенными фиксирующими устройствами и слабоотводящими теплоту от соединяемых заготовок в процессе нагрева. К материалам, наиболее часто используемым в таких устройствах при паянии твердыми припоями, относятся уголь и асбест.
Одним из способов фиксации соединяемых заготовок является обвязывание проволокой. Для обвязывания заготовок пользуются стальной отожженной проволокой диаметром 0,2 …0,5 мм. При использовании обвязочной проволоки следует учитывать следующие ее недостатки:
стальная проволока при нагревании расширяется значительно меньше, чем фиксируемые ею заготовки;
при нагревании железная окалина может восстановиться, что приведет к диффузии железа в металл соединяемых заготовок (при паянии цветных металлов и сплавов), поэтому изменятся физико-механические свойства соединяемых заготовок. Помимо того, возможно приваривание обмоточной проволоки к поверхности соединяемых заготовок;
при местном нагреве проволока подвергается пережогу и может полностью перегореть, тогда фиксирующее действие проволоки преждевременно прекращается. Обвязывание заготовок проволокой, как правило, требует больших затрат времени, поэтому во всех возможных случаях связывание заготовок проволокой целесообразно заменять закреплением заготовок зажимами.
Нанесение флюса и припоя. При пайке твердыми припоями флюсы выполняют ту же функцию, что и при пайке мягкими припоями. Выбор флюса зависит от материала соединяемых заготовок.
К твердым припоям относятся медно-цинковые (ПМЦ) и серебряные (ПСр). В обозначении марок припоев цифры показывают процентное содержание меди или серебра. Твердый припой выбирают в зависимости от материала соединяемых заготовок.
Инструменты для нагрева места спая. Нагрев заготовок при паянии твердыми припоями осуществляется газовыми и бензиновыми горелками, в муфельных печах, соляных ваннах, токами высокой частоты, а также в электрических контактных машинах. Для создания газового и бензинового пламени используют специальные устройства — горелки. Применение бензиновых и керосиновых паяльных ламп при паянии твердыми припоями нецелесообразно в связи с тем, что они не обеспечивают равномерного нагрева припоя и заготовки.
Основные правила паяния твердыми припоями. При паянии твердыми припоями необходимо соблюдать следующие правила:
Перед процессом паяния необходимо проверить работоспособность и исправность источника нагрева места спая.
Следует проверить качество очистки места спая, плотность пригонки спаиваемых поверхностей, а также прочность крепления к месту пластин припоя.
Необходимо протравливать место пайки раствором соляной кислоты.
Следует соблюдать рациональную технологию паяния:
припой или место спая с прикрепленной пластиной припоя нужно нагреть в пламени горелки или в муфельной печи до температуры, близкой к температуре плавления припоя;
припой следует расположить в месте спая, обильно посыпать или смазать его флюсом и продолжать разогрев места спая до полного расплавления припоя и заполнения им швов паяного соединения.
5. Качество паяния следует проверить:
визуально — на отсутствие непропаянных мест;
на прочность — легким простукиванием спаянных мест о твердый предмет — на отсутствие трещин.
Правила безопасности труда при паянии. При паянии необходимо выполнять следующие правила безопасности:
Запрещается пользоваться неисправными инструментами и приспособлениями.
Запрещается прикасаться к неисправным инструментам и нагретым частям инструмента для паяния.
Нельзя наклоняться близко к месту паяния.
Работу следует выполнять под вытяжным колпаком.
Для удерживания спаиваемого изделия необходимо использовать плоскогубцы или кузнечные клещи.
При пайке тугоплавкими припоями нужно работать в рукавицах и очках.
Следует тщательно мыть руки с мылом после окончания работ.
Специальные методы паяния.
Паяние соединения при помощи паяльника до настоящего времени остается наиболее распространенным способом пайки при выполнении монтажных соединений, однако производительность этого способа невелика. Более производительной является низкотемпературная пайка погружением в расплавленный припой. Паяние таким способом выполняется на специальных установках, на которых смонтированы ванны с флюсом и расплавленным низкотемпературным (мягким) припоем. Заготовки предварительно очищают и обезжиривают, далее погружают сначала в ванну с флюсом, а затем с расплавленным припоем, после чего вынимают и охлаждают на воздухе до комнатной температуры.
Заданную температуру припоя контролируют и поддерживают при помощи специального устройства с термопарой, помещенного в ванну, Кроме описанного метода паяния для улучшения качества паяных соединений применяют пайку в защитных газах, вакууме и активной газовой среде. Основная особенность этих методов паяния состоит в том, что они выполняются без применения флюсов, так как среда, окружающая заготовки в процессе паяния, препятствует образованию оксидых пленок.
Подготовка деталей к сборке обычно состоит из пригоночных работ, очистки и мойки.
Пригоночные работы. Поступающие на сборку детали по точности изготовления не всегда соответствуют требованиям, предъявляемым к точности и характеру их соединений. Поэтому для обеспечения точности соединения и соответствующего сопряжения соединяемых деталей требуется выполнение различных пригоночных работ, которые выполняют либо вручную, либо с использованием механизированного инструмента, приспособлений или стационарного оборудования. Процесс пригонки разбивают на два этапа:
определяют погрешность геометрических размеров и формы поступивших на сборку деталей, используя универсальные или специальные измерительные средства;
производят снятие лишнего слоя материала, выбирая способ обработки в зависимости от значения погрешности и требований к точности пригонки и шероховатости поверхностей сопряжения.
Для определения способа обработки рекомендуется использовать данные табл. 1.
Вид пригоночной работы
Rz, мкм
Ra, мкм
Квалитеты точности
Сверление
25… 10
—
10—13
Зенкерование черновое
25
6,3
9—12
Зенкерование чистовое
—
6,3…0,4
8 — 9
Развертывание
—
6,3…0,4
8—9
Развертывание тонкое
—
3,2…0,1
6—7
Шабрение чистовое
—
1,25
6—7
Шабрение тонкое
—
0,63…0,32
5—6
Шлифование предварительное
6,3…0,4
8—9
Шлифование чистовое
—
3,2…0,2
6—7
Притирка
—
0,8.„0,1
5—6
Таблица 1. Шероховатость и точность поверхностей сопряжений, обеспечиваемые различными видами пригоночных работ.
Если выполнение пригоночных работ не требуется, то сразу после поступления на сборку детали должны быть очищены от смазки и грязи. Очистка деталей перед сборкой — одно из условий ее высокого качества и обеспечения безаварийной долговременной работы собранного механизма. Очистка важна не только для сопрягаемых, но и для свободных поверхностей, которые в последующем подлежат окраске или гальваническому покрытию.
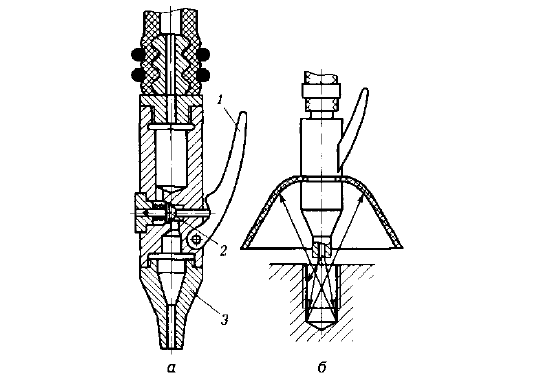
Очистка. Очистка обычно производится механическим путем и заключается в удалении загрязнений, антикоррозионной смазки, продуктов окисления, окалины и т.д. В качестве инструментов для очистки применяют скребки или ручные и механизированые щетки. При незначительном загрязнении деталей для очистки можно использовать обдув струей сжатого воздуха. Обдув сжатым воздухом целесообразно производить перед каждой сборочной операцией после удаления загрязнения скребком или щеткой. Особенно тщательно следует очищать отверстия, пазы и полости, в которых чаще всего скапливаются пыль, грязь и остатки стружки от предшествующей механической обработки. Обдув сжатым воздухом производится при помощи специального наконечника (рис, 1, а), который соединен с системой центральной разводки сжатого воздуха при помощи гибкого шланга. Подача сжатого воздуха производится через сопло 3 при открытом клапане 2. Открытие клапана происходит при нажатии на курок 1. Для предупреждения травматизма при обдуве на наконечник устанавливают специальный отражатель (рис. 1, б). После очистки детали перед сборкой целесообразно промыть.
Рис. 1.1. Наконечник для обдувки деталей сжатым воздухом; а — устройство наконечника: 1 — курок; 2 — клапан; 3 — сопло; б — наконечник с отражателем .
Мойка. Промывка деталей обеспечивает удаление незначительных загрязнений и жировых пленок с поверхностей деталей. В ходе мойки применяют специальные моющие средства.
Мойка деталей может осуществляться несколькими способами: химическим, электрохимическим, ультразвуковым, с использованием электрогидравлического эффекта.
Химическая мойка осуществляется в специальных моечных машинах и включает в себя следующие этапы (условно):
механическое очищение за счет воздействия частиц перемещающейся жидкости;
смачивание поверхности детали;
абсорбирование загрязнения;
смыв.
Все эти воздействия на деталь осуществляются одновременно. На качество очистки большое влияние оказывает состав моющего раствора.
В качестве таких растворов применяют органические растворители: керосин, бензин, спирт, уайт-спирит, ацетон. Возможно также применение водных растворов щелочей и синтетических поверхностно-активных веществ.
Электрохимическая мойка осуществляется механическим и химическим воздействием на деталь потока жидкости, а также катодной поляризацией детали. Перемещение электролита в ванне для интенсификации очистки происходит подачей в нее свежего электролита по специально проложенному трубопроводу.
Ультразвуковая мойка применяется в тех случаях, когда требуется особенно тщательная очистка деталей собираемого узла. Сущность ультразвуковой мойки заключается в том, что в моющей среде возбуждаются ультразвуковые колебания, а возникающие в результате этого ударные волны обеспечивают интенсивное разрушение загрязняющего слоя.
После ультразвуковой очистки детали промывают в горячей и холодной воде, а затем просушивают.
Мойка с использованием электрогидравлического эффекта, возникающего при импульсных искровых разрядах, в настоящее время находится в стадии экспериментальной разработки.
Выбор способов очистки и мойки деталей, поступающих на сборку, зависит от вида и интенсивности загрязнения.
Наиболее распространенными видами загрязнений являются:
дорожно-почвенные. Эти загрязнения могут появляться в процессе длительного хранения и транспортирования деталей, они содержат дорожную грязь, растительные остатки и масляно-грязевые отложения. Такие загрязнения удаляют сначала проволочными щетками и ветошью, а затем промывают одним из приведенных ранее способов;
остатки смазочных материалов. Остатки смазочных материалов, образующиеся на поверхностях деталей, требуют тщательной очистки в основном ветошью с последующей не менее тщательной промывкой;
лаковые пленки. Это особый вид углеродистых отложений, возникающий в результате термического окисления тончайших масляных слоев. Масло, попадая на нагретую поверхность детали в виде тонкой пленки, может выделять очень мелкие углеродистые частицы (приблизительно 1 мкм), которые служат исходным материалом для лаковой пленки. Такие пленки удаляют мойкой деталей в растворяюще-эмульгирующих средах с последующей механической очисткой;
• абразивные и механические частицы. Такие частицы появляются на деталях в процессе их изготовления. Эти загрязнения удаляют механической очисткой с последующим обдувом сжатым воздухом и мойкой. Помимо загрязнений на поверхностях деталей могут находиться продукты коррозии, образующиеся при длительном хранении в результате химического и электрохимического разрушений металла.
Толщина слоя металла, снимаемого притиром за один проход, не превышает 0,002мм. Притирка производится, как правило, после работы напильником или шабером для окончательной отделки поверхности обрабатываемого изделия и придания ему наибольшей точности. В частности, притирка применяется в тех случаях, когда требуется получить плотное или герметическое (непроницаемое) соединение деталей кранов, клапанов и др., хорошо удерживающее жидкость и газы.
Точность притирки от 0,001 до 0,002мм или практически до полного совпадения поверхностей. Припуск на притирку оставляется в пределах 0,01-0,02мм. Притирка выполняется на плите. В качестве абразива применяют электрокорунд, наждак (окись алюминия), карбид кремния, крокус (окись железа), окись хрома, венскую известь, трепел, толченое стекло, алмазную пыль, пасты ГОИ и другие материалы. Из смазывающих веществ наиболее часто употребляют машинное масло, керосин, бензин, толуол, спирт.
Чтобы произвести притирку детали, на притирочную плиту наносят тонким равномерным слоем смешанный с маслом абразивный порошок. Деталь кладут притираемой поверхностью на плиту и круговыми движениями перемещают ее по всей плите до получения матового или глянцевого (блестящего) вида поверхности.
В качестве притиров применяют вращающиеся диски, цилиндры, конусы, плиты, бруски, пластины, трубы, кольца и специальные фасонные притиры. Материал притиров должен быть мягче материала обрабатываемого изделия, чтобы в поверхность притира вдавливались зерна шлифующего порошка. Притиры изготовливают из чугуна, мягкой стали, красной меди, латуни, свинца, твердого дерева. Наиболее часто пользуются притирами из чугуна, красной меди и латуни. Свинец и дерево употребляют лишь для наведения блеска после того, как притиркой изделию приданы окончательные размеры.
Перед притиркой поверхности притиров покрывают абразивным порошком, зерна которого вдавливают в поверхность притиров сильным нажимом стального закаленного бруска или валика. Этот процесс называется шаржированием притира.
Из притирочных веществ наиболее твердым является алмазный порошок; им притирают твердые закаленные изделия. Однако алмазный порошок слишком дорого, поэтому его употребляют редко. Следующий по твердости идет карборунд, за ним — корунд, наждак и крокус; более часто применяют наждак.
Притирочные порошки сортируют по величине зерен. Это производится двумя способами. Первый способ — просеивание через сито, имеющее от 80 до 220 отверстий на 1 пог. дюйм (по числу отверстий устанавливается номер порошка). Второй способ — отмачивание, при котором порошок пропускают через сосуд высотой 1м, наполненный водой; наиболее крупные и тяжелые зерна быстро оседают на дно, мелкие же зерна оседают медленнее и некоторое время плавают в жидкости. Такие порошки названы минутками — по числу минут, необходимых на прохождение зерен разной крупности через столб воды. Порошки из зерен, полученных отмачиванием, сортируют так: №1 — 5-минутный, №2 — 10минутный, №3 — 15-минутный, №4 — 30-минутный, №5 — 60минутный, №6 — 120-минутный и №7 — 180-минутный.
Абразивные порошки и паста обладают различной притирочной способностью.
Эту способность принято обозначать толщиной слоя в микронах, снимаемого с закаленной стальной пластинки после 100 движений притира вручную с нажимом средней силы, при пройденном притиром пути 40м.
Абразивные порошки имеют следующую притирочную способность: №1 — 24 микрона, №2 — 20, №3 — 14, №4 — 10 и т.д. Для обычных слесарных работ употребляют порошки первых пяти номеров; порошки №6 и №7 чаще всего применяют для притирки лекал, шаблонов, мерительных плиток. Их называют микрошлиф порошками, обозначают буквой М (микро) и цифрой, показывающей размер зерна в микронах.
С большим успехом применяется паста ГОИ, выпускаемая заводами в виде кусков цилиндрической формы или в пластинках. Подразделяется паста на грубую, среднюю и тонкую. О составе пасты ГОИ дает представление таблица:
Каждый сорт пасты имеет свое назначение. Грубую пасту применяют для снятия металла, измеряемого десятыми долями миллиметра, например, для удаления следов обработки строганием, шлифованием, опиливанием, грубым шабрением, эта паста дает матовую поверхность. Среднюю пасту, которой снимают слой, измеряемый сотыми и тысячными долями миллиметра, употребляют для получения полузеркальной блестящей поверхности после ее обработки грубой пастой. Тонкая паста применяется главным образом для придания поверхности зеркального блеска (декоративное полирование).
Различные притиры требуют различных видов смазки. Для притиров из чугуна в качестве смазки нужен керосин или бензин, для притиров из мягкой стали — машинное масло, для медных притиров — машинное масло, спирт и содовая вода; при особенно высоких требованиях к качеству стальной поверхности применяют венскую известь, разведенную в спирте, или крокус в вазелине. Притирку алюминия производят трепелом, разведенным в толуоле со стеариновой кислотой или в деревянном масле.
При притирке медных сплавов в качестве смазывающей жидкости употребляют смесь машинного масла и животного жира. Выбранную жидкость смешивают с абразивными порошками и смесь тщательно растирают.
Притирку можно вести и всухую, но тогда изделие получает не совсем гладкую поверхность; кроме того, процесс обработки замедляется вследствие быстрого затупления зерен шлифующего порошка. Вдобавок притираемое изделие быстро нагревается, что грозит потерей точности. Все эти явления делают употребление смазки при притирке обязательным.
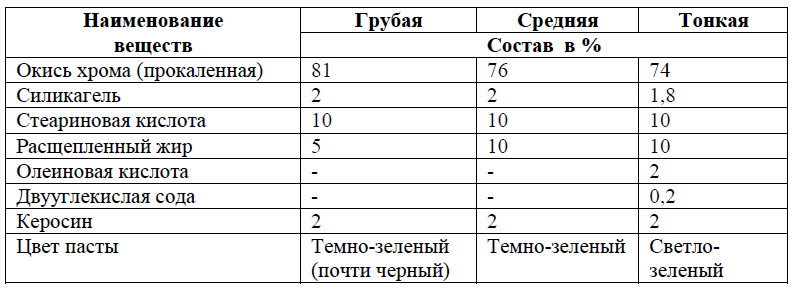
Притирка плоских поверхностей. Притирка чаще всего производится на неподвижных притирочных плитах, размеры которых зависят от формы и величины притираемых изделий. Притирка подразделяется на предварительную и окончательную. Предварительную притирку делают на плите с канавками (рис. 1,а), окончательную — на плитах с гладкой поверхностью (рис. 1,б).
Рис. 1. Притирочные плиты. а — с канавками для грубой притирки, б — для чистовой притирки
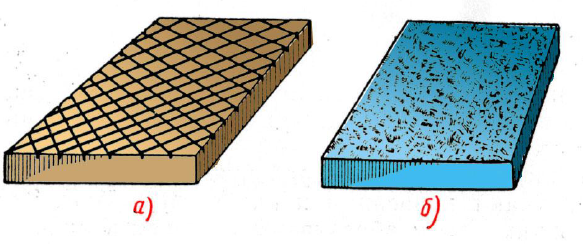
Притирка на плитах дает очень точные результаты, поэтому на них притирают детали, требующие наивысшей точности, например лекальные линейки, шаблоны, калибры, плитки (рис. 2).
Рис. 2. Приемы притирки плоских плиток. а — притирка поверочной плитки, б — притирка широкой плоскости мерительной плитки, в — притирка узкой стороны мерительной плитки
Перед началом притирки рабочую поверхность притирочной плиты смачивают керосином и насухо вытирают. Затем на нее наносят тонким слоем абразивный порошок в виде полужидкой массы или пасты.
Обрабатываемое изделие кладут притираемой поверхностью на плиту и круговыми движениями в сочетании с прямыми перемещают его по всей поверхности плиты. Нажим на изделие должен быть равномерным и несильным, работать надо осторожно, чтобы избежать сильного нагрева изделий, который может привести к короблению или изменению размеров. Если изделие нагрелось, притирку приостанавливают и дают изделию охладиться.
Притирку узких поверхностей ведут при помощи металлического бруска. Брусок прижимают к детали сбоку и вместе с ней перемещают по притиру. Абразивный порошок или паста срабатываются после 10-12 движений притираемой поверхности по одному и тому же месту плиты. Сделав указанное количество движений, абразивную массу удаляют с поверхности плиты чистой тряпкой и наносят свежий слой. Притирка со сменой слоя абразивной массы повторяется несколько раз, пока обрабатываемая поверхность не получит надлежащего вида.
Окончательная притирка для придания поверхности блеска производится на одном масле с прибавлением остатков абразивного порошка от предварительной притирки.
Шабрение производится, как правило, после работы резцом, напильником для придания лучшей отделки, более точных размеров. Шабрением можно обеспечить точность обработки до 0,005 — 0,01мм. Качество шабрения определяется по числу точек соприкосновения сопрягаемых поверхностей, считается плотным, если количество точек соприкосновения на участке 25х25мм2 будет не менее трех (для герметичных соединений не менее пяти). Для проверки количества точек на шабруемой поверхности пользуются специальной проверочной рамкой.
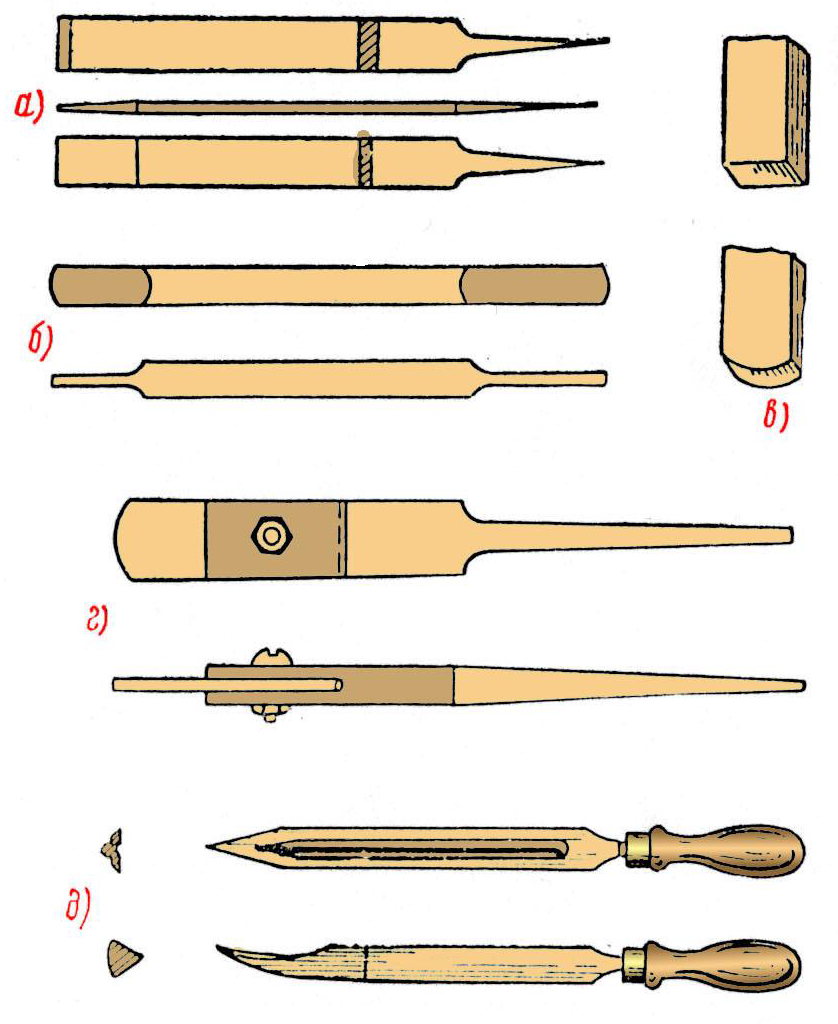
Для шабрения плоскостей употребляют односторонние и двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 1). Режущую часть шабера для обдирочных работ делают наклонной, а для чистовых работ под прямым углом. Режущими кромками плоских шаберов являются торцевые ребра.
Рис. 1. Шаберы. а — плоские односторонние, б — плоские двухсторонние, в — рабочие концы шаберов, г — вставные шаберы, д — трёхгранные шаберы
Шаберы изготовляют из углеродистой инструментальной стали марок У10 — У12 с закалкой рабочей части. Часто шаберы делают из старых плоских напильников, стачивая насечки на их концах для образования режущей части. Длина плоских шаберов: односторонних 200-300мм, двухсторонних 200-400мм. Ширина шаберов: для грубого шабрения 20-30мм, точного 15-20мм, самого точного (мелкого) 5-12мм. Толщина конца режущей части 2-4мм. Угол заострения плоских шаберов равен 900.
Для шабрения внутренних поверхностей применяют трехгранные шаберы с углом заострения 600; они имеют на гранях продольные канавки (желобки) для удобства заточки. Рабочее движение шаберами для обработки внутренних поверхностей боковое — вправо- влево.
Кроме режущего инструмента, при шабрении употребляют проверочные инструменты. К ним относятся проверочная плита, плоская проверочная линейка, трехгранные (угловые) линейки, угловая призма, угловая плита. Неровности становятся видимыми на обрабатываемой поверхности после ее наложения на окрашенный проверочный инструмент или наоборот, после наложения окрашенного проверочного инструмента на обрабатываемую поверхность.
При шабрении работа ведется по краске, наносимой на проверочную плиту. Лучшими красками являются железный сурик, берлинская лазурь, индиго и голландская сажа. Перед употреблением краску растирают в мельчайший порошок и разводят на машинном масле. Краска не должна быть чересчур жидкой, и в ней нельзя оставлять сухих крупинок. Наносят краску тампоном равномерным слоем на поверхности.
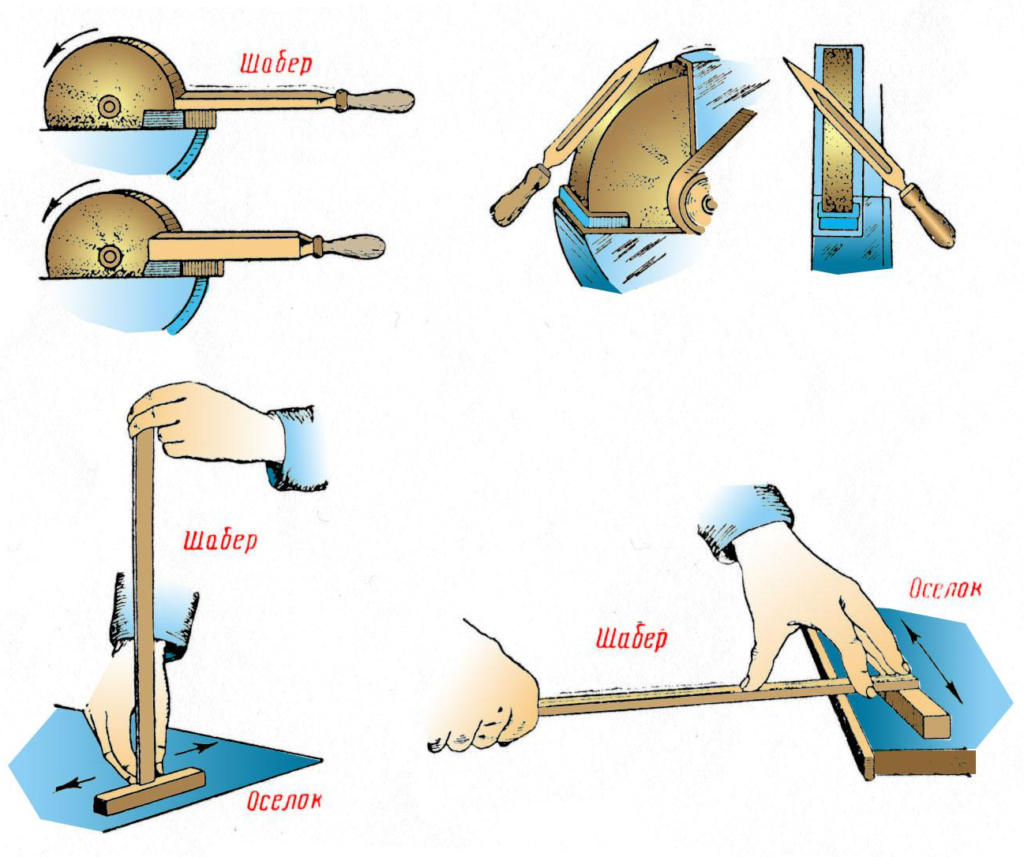
Заточка и заправка шаберов (рис. 2). Предварительная заточка шаберов производится на заточных станках; после этого шаберы заправляют на абразивных брусках или оселках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Установив шабер на брусок торцевой частью, сообщают ему движение вдоль торца, слегка покачивая брусок с целью получения криволинейной режущей кромки. После заправки торца правят широкие плоскости шабера, двигая его вдоль режущей кромки.
Рис. 2. Заточка и заправка шаберов.
Для особо точных работ шабер сначала заправляют на карборундовых брусках с мелким зерном, а затем на чугунных плитках с применением очень мелкого наждачного порошка и масла. При такой заправке шаберы дают хорошую гладкую поверхность. Заправлять шабер надо не менее четырех-пяти раз за 8 часов работы.
Подготовка поверхности к шабрению. В зависимости от состояния поверхности, подлежащей шабрению (степень ее изношенности, наличие или отсутствие царапин или забоин), выбирают тот или иной способ предварительной обработки под шабрение.
Если износ (выработка) поверхности достигает 0,5-1мм на длине 1000мм, то предварительную обработку производят на строгальных, фрезерных или шлифовальных станках. Иногда, при небольших поверхностях, предварительная обработка выполняется опиливанием напильниками (драчевыми и личными) «под краску», т.е. с проверкой обрабатываемой поверхности окрашенными проверочным инструментом.
Поверхность считается подготовленной к шабрению, если при наложении на нее лекальной линейки образуется ровный просвет не более 0,05мм. После опиливания снимают личным напильником небольшие фаски на острых ребрах детали и приступают к шабрению. Легкие детали для шабрения зажимают в тисках или ставят на верстак; более тяжелые устанавливают на козлах; очень тяжелые детали (например, станины) шабрят на месте.
Шабрение поверхности (например, плоскости чугунной плитки) производят следующим образом. Сначала тщательно насухо протирают тряпками или концами рабочую поверхность проверочной плиты, затем наносят на нее тонкий и ровный слой краски. После этого поверхность плитки, подлежащей шабрению, тщательно насухо вытирают чистой тряпкой, накладывают плитку на поверхность проверочной плиты и передвигают ее вкруговую два- три раза с легким нажимом. Окрашенную таким образом плитку зажимают в тисках и шабером соскабливают окрашенные места.
Шабрение плоских поверхностей производится плоскими шаберами с криволинейными режущими кромками; края этих поверхностей обрабатывают шабером с прямыми режущими кромками. Такой шабер можно выводить немного (не больше 1/4 его ширины) за края шабруемой поверхности, не опасаясь, что он соскочит с детали и завалит ее края.
При шабрении двигают шабер вперед и назад. При рабочем движении (вперед) шабер снимает слой металла толщиной 0,01-0,02мм, обратное его движение является холостым, т.е. не сопровождается снятием металла.