Рубка — операция по снятию с поверхности заготовки слоя материала, а также по разрубанию металла (листового, полосового, профильного) на части режущими инструментами при помощи молотка. Производится рубка в тисках, на плите или наковальне.
Инструменты, применяемые при рубке (зубило, крейцмейсель, канавочник), относятся к режущим инструментам и изготавливаются из углеродистых инструментальных сталей. Твердость рабочей части инструмента для рубки после его закалки должна превышать твердость обрабатываемых материалов и составлять не менее 50 HRC. В качестве ударного инструмента при рубке используют молотки с круглым или с квадратным бойком.
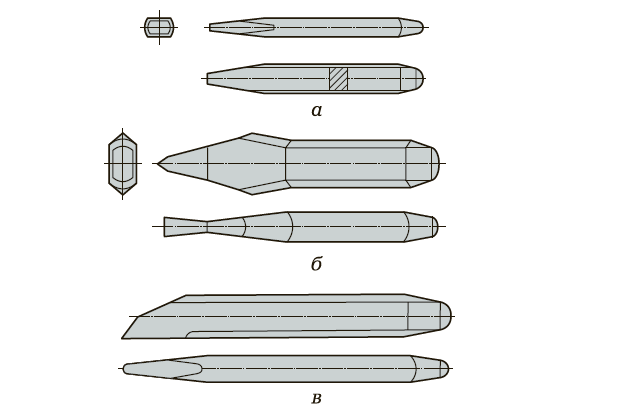
Слесарное зубило (рис. 1, а) предназначено для удаления слоя материала с плоской поверхности и разрубания на части листового, полосового и профильного проката. Рабочая часть зубила затачивается с различными углами заострения, выбор которых зависит от обрабатываемого материала:
чугун и бронза — 70°;
сталь средней твердости — 60°;
латунь и медь — 45°;
алюминиевые сплавы — 35°.
Крейцмейсель (рис. 1, б) отличается от зубила более узкой рабочей частью и применяется для прорубания канавок, шпоночных пазов и ряда других работ.
Канавочник (рис.1, в) применяют для прорубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения.
Рис. 1. Инструменты для рубки: а — зубило; б — крейцмейсель; в — канавочник
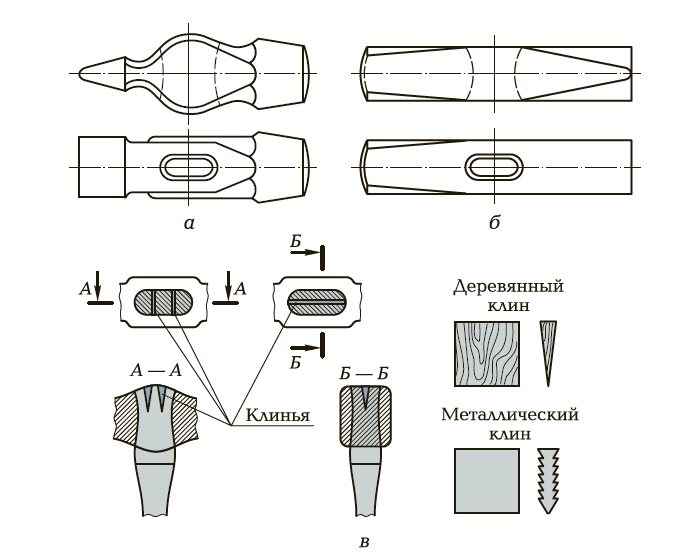
Слесарные молотки применяют при рубке в качестве ударного инструмента для создания силы резания. Молотки бывают двух типов: с круглым (рис. 2, а) или с квадратным (рис. 2, б) бойком. Крепление молотка на рукоятке осуществляют, используя клинья (рис. 2, в).
Рис. 2. Слесарные молотки: а — с круглым бойком; б — с квадратным бойком; в — способы крепления рукоятки
Правила выполнения работ при рубке зависят от того, в каких условиях, т. е. с применением каких приспособлений, она осуществляется.
При рубке листового и полосового материала толщиной до 3 мм по уровню губок тисков необходимо:
часть заготовки, уходящей в стружку, расположить выше уровня губок тисков;
разметочная риска должна точно совпадать с уровнем губок тисков (перекос недопустим);
заготовка не должна выступать за правый торец губок тисков;
рубку по уровню губок тисков следует выполнять средней частью режущей кромки инструмента, располагая его под углом 45° к заготовке;
2. При рубке листового (полосового) материала на плите следует:
режущую кромку зубила затачивать не прямолинейно, а с некоторой кривизной;
разрубание металла по прямой линии производить, начиная с дальней кромки листа;
при вырубании заготовки криволинейного профиля необходимо оставлять припуск (не менее 1 мм) для последующей обработки.
3. При срубании слоя металла по широкой поверхности заготовки сначала при помощи крейцмейселя прорубают канавки шириной 1,5…2 мм по всей поверхности заготовки, а затем зубилом срубают оставшиеся выступы.
4. Прорубание криволинейных канавок и канавок на вогнутых поверхностях, например смазочных канавок на вкладышах подшипника скольжения, выполняется канавочником.
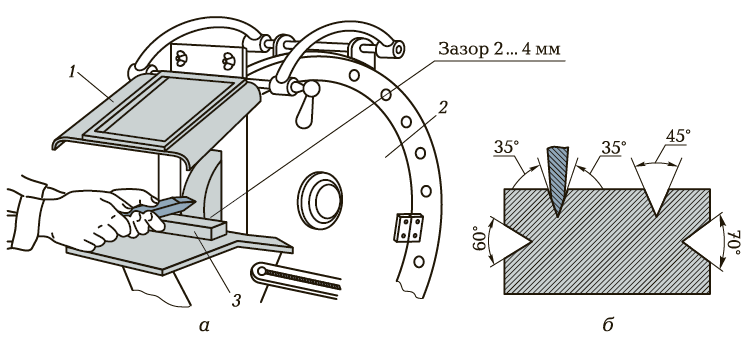
Заточка ручного инструмента для рубки осуществляется на точильно-шлифовальных станках (рис. 3, а). Инструмент устанавливают на подручник 3 и с легким нажимом медленно перемещают его по периферии шлифовального круга. В процессе заточки инструмент периодически охлаждают в воде. Обработку поверхностей режущего клина ведут поочередно (то одну, то другую), что обеспечивает равномерность заточки режущей части и получение правильного угла заострения инструмента. Шлифовальный круг в процессе работы должен быть закрыт кожухом 2. Защита глаз от попадания абразивной пыли производится с помощью специального защитного экрана 1 или защитных очков. Контроль угла заострения режущего инструмента в процессе заточки осуществляют при помощи специального шаблона (рис. 3, б).
Рис. 3. Рабочая зона точильно-шлифовального станка (а) и шаблон для контроля углов заточки (б): 1 — защитный экран; 2 — кожух; 3 — подручник
Ручные механизированные инструменты применяют в тех случаях, когда невозможно применение стационарного оборудования. Наиболее широкое применение нашли механизированные инструменты, у которых главное движение осуществляется от электрического или пневматического двигателя, а вспомогательное движение и управление инструментом — вручную. По характеру главного движения различают инструменты с возвратно-поступательным и вращательным движением.
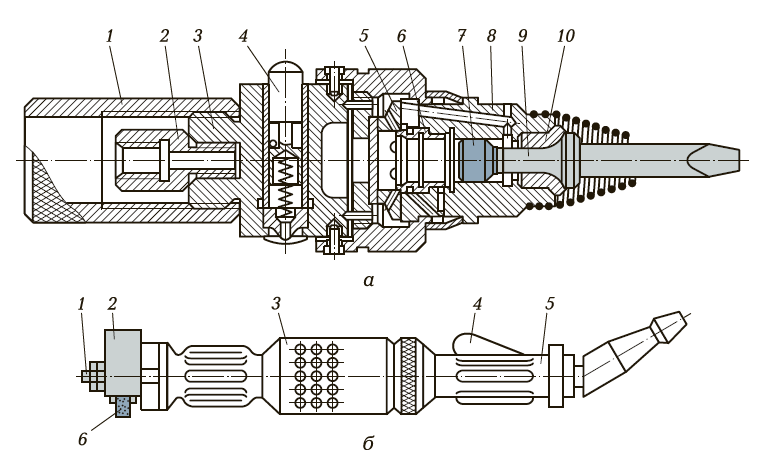
Ручной пневматический молоток (рис. 4, а), относящийся к первой группе, состоит из ствола 8, ударника 7, воздухораспределительного 5 и пускового 3 устройств. Пусковое устройство приводится в действие рукояткой 1. В корпус пускового устройства вмонтированы клапан 4 и штуцер 2, в конце ствола запрессована втулка 10, в которую входит хвостовик 9 зубила. Возвратно- поступательное движение ударника осуществляется при поочередной подаче воздуха в полости цилиндра по каналам воздухораспределительного устройства и ствола. Частота ударов зубила составляет 2800…3000 в минуту. Защиту от вибраций при работе молотка обеспечивают специальные рукоятки, изолированные от корпуса амортизаторами. Для предупреждения вылета инструмента при холостых ходах предусмотрено специальное устройство.
Пневматическая шлифовальная машина используется для зачистки сварных швов и подготовки поверхностей под дальнейшую обработку. Наибольшее распространение получили шлифовальные машины с прямым расположением шпинделя (рис. 4, б).
Прямая пневматическая шлифовальная машина, у которой ось шпинделя соосна с осью вала двигателя, состоит из корпуса 3 с вмонтированным в него пневматическим ротационным двигателем, рукоятки 5 с пусковым механизмом и плоского шлифовального круга 6, расположенного на шпинделе 1 и закрытого кожухом 2. Пуск машины осуществляют нажатием на курок 4 пускового механизма, при этом открывается доступ воздуха к ротационному двигателю.
Разметка — операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали. В зависимости от технологического процесса различают плоскостную и пространственную разметку.
Плоскостная разметка применяется при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносятся в одной плоскости.
Пространственная разметка— нанесение разметочных рисок на поверхности заготовок, связанных между собой взаимным расположением.
Материалы, инструменты и приспособления для выполнения операции разметки выбирают в зависимости от материала заготовки и способа нанесения контура на ее поверхность. Основные материалы, инструменты и приспособления используют как для плоскостной, так и для пространственной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире для пространственной разметки.
Материалы для окрашивания поверхностей перед разметкой выбирают в зависимости от материала заготовки и состояния размечаемой поверхности.
Раствор мела в воде с добавлением столярного клея применяется для окрашивания необработанных поверхностей заготовок, полученных методом литья, ковки или прокатыванием.
Медный купорос (раствор сульфата меди в воде) применяют для окрашивания заготовок из черного металла (сталь, чугун), обработанных механическим путем (опиливание, строгание, фрезерование и т.д.).
Краски и эмали (быстросохнущие) используют для окрашивания заготовок из цветных металлов и сплавов (медных, алюминиевых, титановых) с предварительно обработанной поверхностью.
Инструменты для плоскостной и пространственной разметки выбирают в зависимости от характера выполняемых работ.
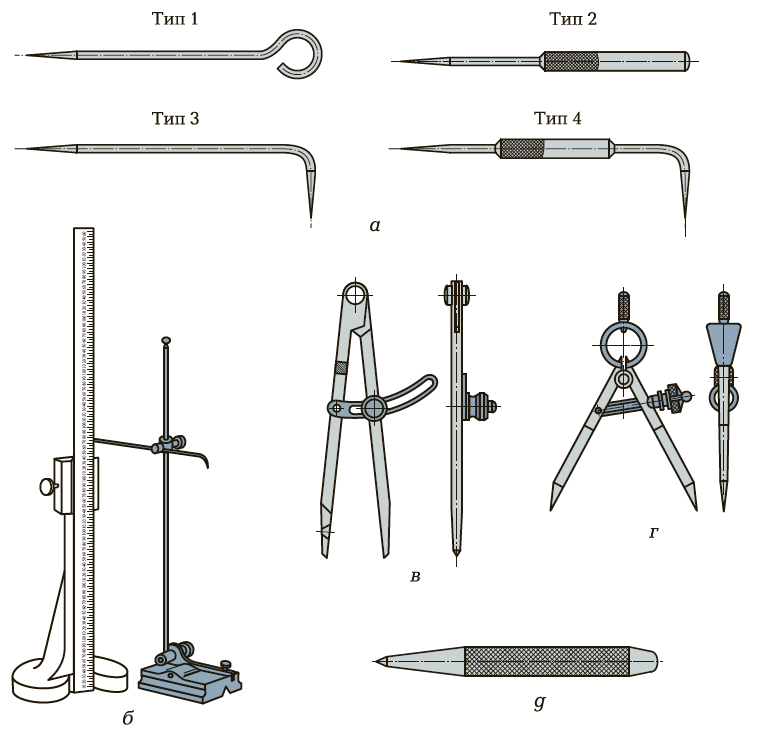
Чертилки (рис. 1, а) применяют для нанесения на поверхность заготовки прямолинейных и криволинейных рисок по линейке, шаблону или образцу.
Рейсмас (рис. 1, б) используют для нанесения рисок на вертикальной плоскости заготовки.
Вертикальная масштабная линейка (см. рис. 1, б) служит для отсчета размеров в вертикальной плоскости (установка рейсмаса на заданный размер).
Разметочные циркули — простой (рис. 1, в) и пружинный (рис. 1, г) — служат для нанесения дуг окружностей и деления отрезков и углов на равные части.
Кернеры (рис. 1, д) применяют для нанесения керновых углублений на разметочные риски.
Рис. 1. Разметочные инструменты: а — чертилки (тип 1 — прямая односторонняя, тип 2 — прямая односторонняя с рукояткой; тип 3 — изогнутая двухсторонняя, тип 4 — изогнутая двухсторонняя с рукояткой); б — рейсмас и вертикальная масштабная линейка; в — простой разметочный циркуль; г — пружинный разметочный циркуль; д — кернер
При повышенных требованиях к точности разметки для нанесения разметочных рисок применяют штангенинструменты: разметочный штангенциркуль (ШЦ-П) — для нанесения дуг окружностей и деления отрезков и углов на равные части; штангенрейсмас — для нанесения разметочных рисок на вертикальные поверхности размечаемой заготовки.
Приспособления для пространственной разметки позволяют выставлять размечаемую заготовку в определенном положении и кантовать (перевертывать) ее в процессе разметки.
Разметочные плиты предназначены для размещения заготовок из листового и полосового проката, а также заготовок с предварительно обработанными поверхностями.
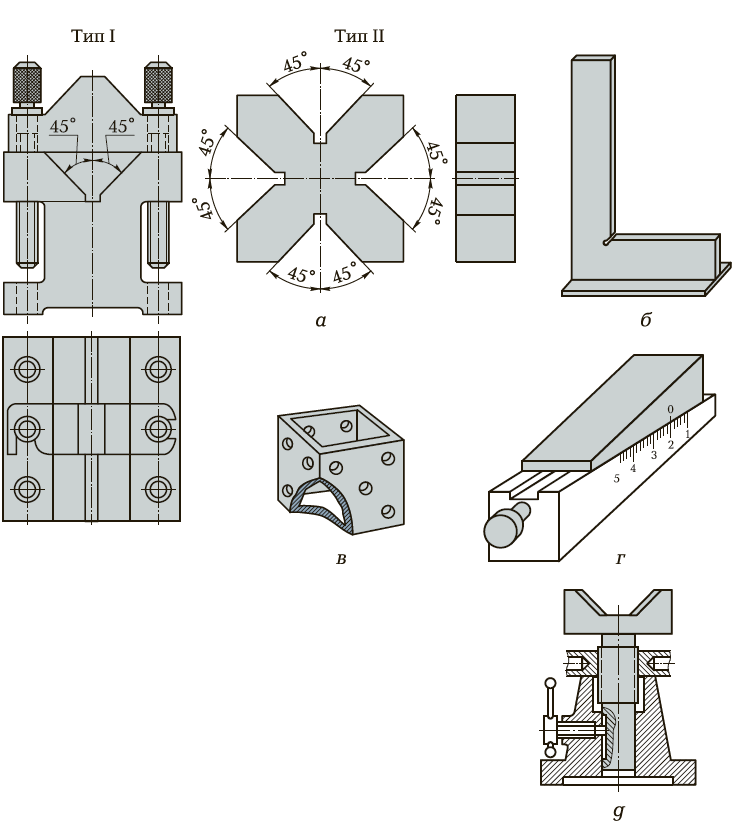
Разметочные призмы (рис. 2, а) применяют при разметке заготовок, имеющих форму тел вращения, например валов или осей.
Угольники с полкой (рис. 2, б) служат для проведения рисок, параллельных одной из сторон заготовки (если эта сторона предварительно обработана), и нанесения рисок в вертикальной плоскости при плоскостной разметке, а также для выверки положения размечаемой заготовки в разметочном приспособлении при пространственной разметке.
Разметочные ящики (рис. 2, в) используют при разметке заготовок сложной формы.
Разметочные клинья (рис. 2, г) предназначены для регулирования положения размечаемой заготовки по высоте в незначительных пределах.
Домкраты (рис. 2, д) используют для регулирования положения размечаемой заготовки по высоте, если заготовка имеет достаточно большую массу.
Рис. 2. Приспособления для пространственной разметки: а — разметочная призма; б — угольник с полкой; в — разметочный ящик; г — разметочный клин; д — домкрат
Способы разметки выбирают в зависимости от характера и типа производства (ремонтное производство, выпуск новой продукции, единичное, мелкосерийное, серийное производство). Различают следующие способы разметки: по чертежу, по шаблону, по образцу, по месту.
Разметка по чертежу выполняется, как правило, в условиях единичного и мелкосерийного производства, при этом контур детали переносится на поверхность размечаемой заготовки в соответствии с размерами, указанными на чертеже.
Разметка по шаблону производится, как правило, в условиях серийного производства, при этом на поверхность заготовки переносится контур шаблона, накладываемого на заготовку.
Разметка по образцу осуществляется, в большинстве случаев, в условиях ремонтного производства, при этом на поверхность заготовки переносится контур образца, накладываемого на нее. Образец отличается от шаблона тем, что имеет одноразовое применение.
Разметка по месту производится в тех случаях, когда детали являются сопрягаемыми и одна из них соединяется с другой в определенном положении. Применяют этот способ в условиях единичного, мелкосерийного и ремонтного производства.
Правила выполнения приемов разметки. Процесс разметки состоит из двух этапов: подготовка поверхности и собственно разметка (нанесение на поверхность заготовки контура детали).
Подготовка поверхности заготовки под разметку включает в себя:
подготовку поверхности к окрашиванию (очистка от грязи, пыли и следов коррозии, которая осуществляется при помощи карцовочной щетки (изготавливается из отрезков стальной или медной проволоки), наждачной бумаги и ветоши; обезжиривание, т.е. удаление жировой пленки с поверхности заготовки при помощи органических или неорганических растворителей (ацетон, бензин, керосин, дихлорэтан, уайт-спирит и др.). Наиболее предпочтителен уайт-спирит, который при незначительной пожарной опасности обладает и малой токсичностью);
подготовку красителей (мел с добавлением столярного клея разводят в воде, доводя раствор до консистенции жидкой сметаны (мел может быть использован и в сухом виде); медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки; лаки и краски используют в готовом виде);
окрашивание поверхности (нанесение окрашивающего состава на поверхность заготовки. Окрашивающий состав в зависимости от размеров размечаемой заготовки наносят вручную (тампоном или кистью) или с применением пульверизатора).
Нанесение разметки осуществляется после тщательного изучения чертежа и определения базовых поверхностей или линий, которые в дальнейшем будут использованы для отсчета всех размеров при разметке.
Выбор баз осуществляется по следующим правилам:
при наличии у заготовки хотя бы одной обработанной поверхности ее выбирают в качестве базовой;
при отсутствии обработанных поверхностей у заготовки в качестве базовой обычно выбирают наружную поверхность.
Риски, обозначающие контур размечаемой детали, могут располагаться на поверхности заготовки параллельно, под заданными углами, а также иметь форму замкнутых окружностей или дуг окружностей. Рассмотрим правила нанесения рисок, имеющих расположение, наиболее часто встречающееся при разметке контуров деталей (параллельных, расположенных под заданным утлом, окружностей и деление их на равные части).
Прежде чем приступить к нанесению разметочных рисок на поверхность заготовки, необходимо ознакомиться с основными правилами выполнения приемов разметки.
При проведении разметочных рисок чертилкой:
масштабную линейку следует точно совмещать с исходными отметками на размечаемой поверхности и плотно прижимать к этой поверхности;
разметочную риску следует проводить одним непрерывным движением чертилки вдоль разметочной линейки;
при проведении разметочной риски чертилку следует немного наклонить в направлении движения и одновременно в сторону от линейки (примерно на 75…80°), обеспечивая необходимое поле зрения для наблюдения за положением острия чертилки.
При выполнении керновых углублений:
кернер устанавливают на разметочную риску так, чтобы его острие точно совпало с углублением риски;
проверяют установку острия кернера, слегка наклоняя его от себя;
возвращают кернер в исходное положение;
наносят по кернеру удар молотком, массу которого выбирают в зависимости от требуемой глубины углубления.
При нанесении на размечаемую поверхность окружностей следует:
установить ножки разметочного циркуля на заданный размер, используя масштабную линейку или штангенциркуль (в зависимости от требуемой точности);
зафиксировать положение разметочных ножек циркуля прижимным винтом;
одну из разметочных ножек циркуля установить в керновое углубление;
провести дугу или окружность, слегка наклоняя разметочный циркуль в сторону движения.
Нанесение параллельных рисок выполняют при помощи угольника с широким основанием и чертилки в следующей последовательности:
уложить подготовленную к разметке заготовку на разметочную плиту так, чтобы обработанная (базовая) поверхность была обращена к работающему и несколько выступала за край разметочной плиты (на 3…5 мм);
приложить к базовой (обработанной) поверхности заготовки разметочный угольник и провести чертилкой линию на поверхности заготовки;
приложить масштабную линейку к базовой (обработанной) поверхности размечаемой заготовки так, чтобы штрих линейки, соответствующий расстоянию между параллельными прямыми, совпал с краем базовой поверхности, а по нулевому штриху сделать отметку чертилкой;
аналогичные построения повторяют у противоположного края размечаемой заготовки;
соединяют отметки на размечаемой поверхности разметочной риской.
Риски, расположенные под заданным углом, наносят, применяя разметочный циркуль или транспортир. При использовании разметочного циркуля разметку выполняют следующим образом:
уложить подготовленную к разметке заготовку на разметочную плиту и провести на размечаемой поверхности произвольную риску при помощи масштабной линейки и чертилки;
выполнить керновое углубление на разметочной риске в произвольной точке;
сделать на разметочной риске две засечки, установив разметочный циркуль на произвольный размер. Засечки выполняют, устанавливая ножку разметочного циркуля в керновое углубление, расположенное на разметочной риске;
выполнить в месте пересечения засечек с разметочной риской керновые углубления;
установить разметочный циркуль на произвольный размер;
провести из керновых углублений, выполненных на пересечении засечек и разметочной риски, две дуги при помощи разметочного циркуля так, чтобы эти дуги пересеклись;
выполнить керновые углубления на пересечении дуг;
точки пересечения дуг соединить разметочной риской, которая будет перпендикулярна ранее проведенной;
провести разметочным циркулем, установленным на произвольный размер, из точки пересечения разметочных рисок дугу так, чтобы она пересекла взаимно-перпендикулярные риски;
выполнить керновые углубления в точках пересечения дуги с взаимно-перпендикулярными рисками;
провести из выполненных керновых углублений дуги, не изменяя раствора циркуля, так, чтобы они пересеклись;
выполнить керновые углубления в точке пересечения проведенных дуг, а также в точках пересечения проведенных дуг с дугой, проведенной из точки пересечения взаимно-перпендикулярных рисок;
соединить разметочными рисками выполненные керновые углубления и керновое углубление на пересечении взаимноперпендикулярных рисок. Проведенные риски будут располагаться соответственно под углами 45; 30 и 60°.
Нанесение окружностей и деление их на равные части осуществляют следующим образом:
установить подготовленную к разметке заготовку на разметочной плите;
провести на размечаемой поверхности две взаимно-перпендикулярные риски;
выполнить на пересечении взаимно-перпендикулярных рисок керновое углубление;
установить разметочный циркуль (штангенциркуль) на заданный размер;
поместить одну из ножек разметочного циркуля (штангенциркуля) в керновое углубление;
провести окружность, поворачивая разметочный циркуль (штангенциркуль) относительно разметочной ножки, расположенной в керновом углублении;
выполнить керновые углубления в точках пересечения взаимноперпендикулярных рисок с окружностью;
соединить последовательно выполненные керновые углубления, обеспечивая получение квадрата (таким образом, при проведении этих работ произведено деление окружности на четыре части);
выполнить на окружности засечки из диаметрально противоположных керновых углублений на пересечении окружности с одной из взаимно-перпендикулярных рисок;
выполнить керновые углубления на полученных засечках;
соединяя последовательно выполненные керновые углубления (включая те, из которых были выполнены засечки), получим правильный шестиугольник (т.е. произведено деление окружности на шесть частей);
если керновые углубления соединить через одно, то получим правильный треугольник (т.е. обеспечим деление окружности на три части).
При выполнении слесарных и слесарно-сборочных работ наиболее негативное влияние на окружающую среду оказывают:
притирочные и доводочные операции;
выполнение паяных соединений с применением мягких и твердых припоев;
работы, связанные с подготовкой деталей под сварку и с зачисткой сварных швов;
выполнение соединений с гарантированным натягом путем нагрева или охлаждения одной из сопрягаемых деталей;
консервация деталей.
Притирочные и доводочные операции выполняют как вручную, так и с применением специального оборудования и ручных механизированных инструментов. Во всех случаях для выполнения этих операций используют абразивные материалы в виде спрессованного абразива (бруски, диски, сегменты), абразивных паст и свободного абразива (абразивные порошки). В связи с тем, что после притирки или доводки обработанная поверхность должна иметь малую шероховатость, для этих операций используют мелкозернистые абразивные материалы с величиной зерен от 0,5 до 40 мкм, которые, обладая небольшими размерами и малой массой, легко переходят во взвешенное состояние, загрязняя воздушное пространство рабочей зоны и попадая из нее в атмосферу. В целях активизации процесса обработки при притирке и доводке стараются использовать не сухой абразив, а абразивные пасты, в состав которых входят стеариновая и олеиновая кислоты. Кроме того, при доводочных работах с применением сухого абразива используют керосин и скипидар. Испарение кислот, керосина и скипидара в процессе обработки также вызывает загрязнение воздушного пространства рабочей зоны, а соответственно, и атмосферы. В этой связи рабочие места при притирке и доводке необходимо оснащать вытяжной вентиляцией, которая должна использоваться в комплекте с очистными установками, обеспечивающими очистку воздуха от абразивной и металлической пыли и от паров агрессивных веществ.
При выполнении притирочных и доводочных работ на специальном оборудовании (притирочно-доводочных станках) необходимо убедиться в наличии на них систем приточно-вытяжной вентиляции и очистительных устройств, а также в их исправности.
Не менее важным является выполнение правил утилизации отходов притирки и доводки. Недопустимо попадание этих отходов в канализационные системы ввиду их малого объема. Отходы, содержащие легко летучие соединения, должны складироваться в специальные емкости, оснащенные плотно закрывающимися крышками.
Пайка мягкими припоями связана с применением припоев, в состав которых входят вещества, обладающие токсичными свойствами, в основном свинец (до 90%), который отрицательно влияет на здоровье человека и животных. Попадание свинца в атмосферу в процессе пайки особенно опасно тем, что он может накапливаться зелеными растениями, переходя из них в организм человека и животных, вызывая различные заболевания. При пайке используют также флюсы, испарение которых ведет к загрязнению рабочей зоны, а соответственно, и атмосферы взвешенными химическими соединениями. Значительное загрязнение воздуха может возникнуть и в процессе подготовки соединений к пайке. Перед пайкой детали соединения должны быть зачищены в целях удаления оксидной пленки с поверхности. В процессе зачистки происходит снятие тончайших слоев оксидов и металлов с поверхностей соединяемых деталей, которые в связи с малыми размерами и массой легко переходят во взвешенное состояние, загрязняя рабочую зону и атмосферу При подготовке к пайке также производят обезжиривание поверхностей соединяемых деталей, применяя для этой цели ацетон, бензин, скипидар, этиловый и метиловый спирт. Эти вещества представляют собой легко летучие жидкости, быстро испаряющиеся при использовании и загрязняющие атмосферу. После обезжиривания соединяемые детали подвергают травлению в растворах соляной, серной или фосфорной кислот, являющихся весьма агрессивными жидкостями. Их попадание в окружающую среду в результате испарения ведет к крайне нежелательным последствиям. Зачистка швов после пайки приводит к дополнительному попаданию в атмосферу свинца и его соединений, образовавшихся в процессе пайки.
При проведении работ, связанных с выполнением соединений пайкой, рабочие места необходимо обеспечить:
приточно-вытяжной вентиляцией;
установками для очистки и фильтрации воздуха, отводимого из зоны обработки;
емкостями для хранения травильных растворов, растворов для обезжиривания и флюсов, которые должны быть снабжены герметически закрывающимися крышками.
Кроме того, категорически запрещается сливать в систему канализации отработанные растворы, так как они содержат химически активные вещества (кислоты, соли, щелочи). Эти вещества могут разъесть трубы канализационной системы, что приведет к утечке этих растворов в почву, вызвав ее резкое загрязнение.
Категорически запрещается передача травильных и обезжиривающих растворов с одного рабочего места на другое, так как при случайном ударе стеклянный сосуд с раствором может быть разбит, что приведет к аварийному выбросу в воздушное пространство производственного помещения, а следовательно, и в окружающую среду паров агрессивных жидкостей.
Клеевые соединения при их выполнении помимо отрицательного воздействия травильных и обезжиривающих растворов и пыли, образующейся при подготовке деталей соединения к склеиванию, могут вызвать загрязнение окружающей среды за счет испарения различных растворителей, входящих в состав клеев.
Меры предупреждения загрязнения окружающей среды при выполнении клеевых соединений те же, что и при выполнении соединений пайкой.
Подготовка деталей к выполнению соединении сваркой связана с формированием и зачисткой кромок соединяемых деталей под сварочный шов и с очисткой поверхностей деталей соединения от загрязнения. Форма кромок сварочного шва зависит от условий его работы в конструкции собираемого изделия. Для придания кромкам необходимой формы применяют, как правило, ручные механизированные инструменты с электрическим или пневматическим приводом, оснащенные абразивными кругами различного профиля. Обработка кромок сварного шва абразивными кругами связана с интенсивным пылеобразованием в результате выкрашивания абразивных зерен с поверхности круга, снятия небольших слоев металла за каждый отдельный проход и разбрасывания частиц абразива и металла за счет центробежных сил, возникающих при вращении шлифовального круга с высокой частотой. Пыль, образующаяся в процессе зачистки швов под сварку, содержит мельчайшие частицы абразива, металла и вещества, используемого в качестве связующего при изготовлении шлифовальных кругов. Высокая интенсивность пылеобразования при зачистке швов под сварку объясняется тем, что эта работа выполняется при высоких частотах вращения без применения смазочно-охлаждающих технологических сред (СОТС), способствующих оседанию пыли в зоне обработки.
Наиболее рациональным методом защиты работающих и окружающей среды от запыления при ведении работ является организация этих работ в специальных помещениях, изолированных от основных производственных помещений и снабженных эффективной приточно-вытяжной вентиляцией и фильтрующими установками.
Сборка соединений с гарантированным натягом находит широкое применение в машиностроении, так как обеспечивает высокую степень центрирования сопрягаемых деталей и достаточно простой технологический процесс сборки таких соединений.
В целях повышения прочности соединений с гарантированным натягом вместо традиционного метода сборки запрессовкой применяют сборку с тепловым воздействием, а при сборке особо ответственных соединений и соединений с тонкостенными деталями применяют сборку методом глубокого охлаждения.
В связи с тем, что при нагревании собираемые детали окисляются, а для соединений с гарантированным натягом недопустимо наличие оксидных пленок, нагрев следует производить в безокислительной среде, например в масле. Так как нагрев в масляных ваннах производится до достаточно высоких температур (порядка 400 °C), то масло может испаряться и загрязнять атмосферу. Поэтому такой нагрев необходимо вести в специальных ваннах, снабженных вентиляционными и очистными устройствами. Кроме того, масло, постоянно находящееся в нагретом состоянии, постепенно теряет свои свойства и требует замены.
При замене масла в масляных ваннах:
не допускается слив масла в систему канализации, так как удаление масла из сточных вод предприятия связано со значительными техническими трудностями и экономическими затратами;
отработанное масло должно сдаваться на регенерацию, после которой оно может быть использовано повторно.
Эти мероприятия позволяют не только оградить природную среду от вредного воздействия, но и получить экономию материальных средств.
Значительную опасность с точки зрения загрязнения окружающей среды представляют работы, связанные с использованием низкотемпературных веществ для глубокого охлаждения собираемых деталей. В большинстве случаев для этих целей применяют жидкий азот и твердую углекислоту. Отличительной особенностью этих материалов является легкость их перехода в газообразное состояние, причем этот переход наблюдается уже при обычных условиях без повышения температуры, что в свою очередь требует особых условий для хранения этих веществ. Если перечисленные вещества хранить в герметически закрытых емкостях, то при их испарении внутри емкости возникнет такое давление, которое может привести к взрыву. Последствиями взрыва будут не только производственный травматизм и материальные потери, но и загрязнение окружающей природы. Эти емкости должны быть снабжены отверстиями для выхода газов, образующихся в результате испарения хладоносителей. В целях предупреждения излишнего испарения охлаждающих веществ целесообразно снабжать сосуды для их хранения перепускными клапанами, отрегулированными на определенное давление и ограничивающими попадание продуктов испарения в окружающую среду.
Постоянное испарение жидкого азота и твердой углекислоты в процессе их хранения предъявляют особые требования к условиям складирования охлаждающих веществ:
эти вещества должны храниться в специальном помещении, оборудованном приточно-вытяжной вентиляцией и очистными устройствами;
хранение охлаждающих веществ на рабочем месте категорически запрещено;
после заполнения устройств для глубокого охлаждения хладоносителем емкости с жидким азотом или твердой углекислотой должны быть возвращены в помещение, оборудованное для их хранения;
для охлаждения деталей перед сборкой необходимо применять специальные установки, причем при их использовании необходимо следить за тем, чтобы не было утечки паров охлаждающих веществ и чтобы они не попадали в окружающую среду.
Консервация деталей, т. е. их защита от воздействия окружающей среды, связана либо с покрытием поверхностей деталей смазочными материалами, либо с изоляцией их путем заключения в герметичную упаковку (в основном, в полиэтиленовую пленку) с внесением внутрь упаковки адсорбента, обеспечивающего поглощение паров воды и агрессивных жидкостей. Отрицательное воздействие на окружающую среду при консервации происходит в основном за счет неправильной утилизации отходов. Что касается смазывающих веществ и адсорбентов, то их отходы не должны выбрасываться, а должны собираться в специальные емкости для последующей регенерации и повторного использования. Отходы полиэтиленовой пленки необходимо уничтожать, сжигая их, так как пленка, попадая в почву, долгое время не перегнивает, нарушая структуру почв и приводя к эрозии.
Обработка металлов резанием применяется для замены ручного труда механизированным при выполнении таких слесарных операций, как рубка, резка, опиливание, обработка отверстий, нарезание наружной и внутренней резьбы, притирка, доводка, шабрение и др. Для этих целей применяют токарные, консольнофрезерные, шлифовальные, сверлильные и строгальные станки. Обработка металлов резанием связана с удалением слоя материала с поверхности заготовки. Поскольку на поверхности заготовки нередко присутствуют оксидные пленки и окалина, обладающие высокой твердостью и хрупкостью, то в процессе обработки они удаляются в виде стружки, состоящей из мелких частиц, образующих пыль, которая, попадая в воздушную среду производственного помещения, может быть вынесена и за его пределы, т. е. в атмосферу. Большое влияние на процесс пылеобразования при обработке металлов резанием оказывают режимы обработки, от которых зависит вид стружки. Увеличение глубины резания или подачи при уменьшении частоты вращения позволяет, не снижая производительности обработки, увеличить размеры и массу частиц стружки надлома. Увеличение массы частиц стружки не позволяет ей перейти во взвешенное состояние.
Важную роль в предупреждении загрязнения окружающей среды от попадания в нее взвешенных частиц металла играет полная или частичная изоляция зоны резания от окружающего пространства производственного помещения. Для этой цели используют различные защитные устройства в виде кожухов и экранов, которые служат преградой для частиц стружки при ее разбрасывании за счет центробежных сил в процессе обработки заготовки.
Широкое распространение при обработке металлов резанием получило применение СОТС, которые позволяют оптимизировать процесс резания и повысить качество обработанных поверхностей. Несмотря на то, что СОТС перед внедрением в производство проходят всесторонние испытания на соответствие санитарно-гигиеническим требованиям с учетом экологии окружающей среды, они все же содержат некоторые вещества, которые, попадая в атмосферу, вызывают ее загрязнение. Попадание дисперсных частиц СОТС в окружающую атмосферу происходит, в основном, за счет центробежных сил, возникающих в процессе обработки и путем испарения. Интенсивность подачи СОТС в зону резания подбирается, как правило, экспериментально в процессе резания. Для предупреждения попадания в окружающую среду дисперсных частиц СОТС достаточно эффективно применение заградительных устройств, имеющихся на станке (кожух, экран).
В процессе эксплуатации за счет испарения в СОТС повышается концентрация активных веществ, что приводит к усилению их влияния на работающего и окружающую среду. После предельного срока эксплуатации СОТС настолько теряют свои свойства, что необходимо их удаление из станка.
Основная задача службы безопасности труда — предупреждение несчастных случаев и создание таких условий, которые обеспечивают полную безопасность работающего.
Несчастные случаи чаще всего происходят в результате невнимательного отношения к инструкциям по безопасности труда и правилам внутреннего распорядка, а также недостаточного усвоения производственных навыков и отсутствия опыта в обращении с инструментами и оборудованием.
Слесарные работы выполняют главным образом на слесарных верстаках, которые должны отвечать следующим требованиям:
верстак должен иметь жесткую и прочную конструкцию и быть устойчивым;
рабочая поверхность должна быть строго горизонтальной и покрыта листовой сталью;
верстак должен быть оснащен выдвижными ящиками, разделенными на ячейки и располагаемыми под рабочей поверхностью, и полками для хранения инструментов, заготовок, мелких деталей и технической документации;
на верстаке должен быть установлен защитный экран из органического стекла или металлической сетки с ячейками размером не более 3 мм. Экран обеспечивает защиту работающего от отлетающих частиц металла при выполнении таких операций, как, например, рубка зубилом. При использовании двух- и многоместных верстаков защитный экран должен располагаться также и между рабочими местами;
верстаки должны быть оборудованы светильниками местного освещения напряжением не более 220 В, которые можно регулировать по высоте и изменять угол их наклона, обеспечивая оптимальную освещенность зоны обработки;
светильники должны быть защищены сетчатыми ограждениями и отражателями, обеспечивающими направление светового потока в зону обработки;
слесарные тиски, устанавливаемые на верстаке, должны обеспечивать надежное закрепление обрабатываемой заготовки, для чего они снабжаются стальными сменными губками, имеющими перекрестную насечку на рабочей поверхности с шагом 2…3 мм и глубиной 0,5… 1,0 мм. Зазор между сменными губками тисков не должен превышать 0,1 мм. Подвижные части тисков должны перемещаться без заедания и рывков и надежно фиксировать положение обрабатываемой заготовки;
тиски, установленные на слесарном верстаке, должны иметь устройство, предупреждающее полное вывинчивание ходового винта из гайки.
Ручной инструмент (молотки, чертилки, кернеры, зубила, крейцмейсели, напильники, шаберы, ножовки, ножницы, гаечные ключи и т.д.) должен быть закреплен за рабочим, который несет персональную ответственность за его состояние.
Для обеспечения безопасного применения ручной инструмент должен отвечать следующим требованиям:
рабочая поверхность молотков и кувалд должна быть гладкой (не допускается наличие трещин, сколов, выбоин, заусенцев);
рукоятки молотков и кувалд должны иметь в поперечном сечении овальную форму по всей длине, быть гладкими, без трещин;
рукоятки молотков и кувалд должны быть изготовлены из хорошо просушенной древесины твердых лиственных пород (березы, дуба, бука, клена, ясеня, рябины, кизила, граба) и не иметь сучков;
рукоятка молотка для предупреждения выскальзывания из рук работающего в процессе нанесения удара должна иметь коническую форму с утолщением к свободному концу;
рукоятка кувалды к свободному концу должна сужаться, так как ее насадка производится без клиньев от свободного узкого конца к широкому;
ось рукоятки должна быть строго перпендикулярна продольной оси инструмента;
клинья для крепления бойка на рукоятке молотка должны быть изготовлены из мягких сталей и снабжены насечкой, обеспечивающей удержание клина в материале рукоятки;
при установке рукояток на заостренные части инструмента, например напильника или шабера, необходимо в обязательном порядке применять металлические бандажные кольца;
напильники, шаберы и отвертки должны иметь рукоятки, выполненные из дерева или полимерных материалов (использование этих инструментов без рукояток категорически запрещено);
зубила, крейцмейсели, канавочники, бородки не должны иметь трещин, волосовин, сбитых и скошенных торцев, а их рабочая часть не должна иметь видимых повреждений. Длина этих инструментов должна быть не менее 150 мм. Работа зубилом, крейцмейселем и канавочником должна выполняться с использованием защитных очков (зона обработки при этом должна быть защищена экраном из металлической сетки или органического стекла);
рукоятки ручных ножниц для разрезания металла должны быть гладкими, без вмятин, зазубрин и заусенцев, а с их внутренней стороны должен быть предусмотрен упор, предотвращающий сдавливание пальцев руки;
ручные рычажные ножницы должны быть надежно закреплены на верстаке и снабжены прижимами на верхнем подвижном ноже для обеспечения прижатия разрезаемого листа к поверхности нижнего неподвижного ножа и противовесом, обеспечивающим удержание верхнего ножа в безопасном положении;
губки гаечных ключей должны быть строго параллельны, а их размер должен соответствовать размеру гаек и головок винтов или болтов;
запрещен подъем домкратами (винтовыми, пневматическими или гидравлическими) грузов массой свыше паспортной грузоподъемности.
Электроинструмент, применяемый при выполнении слесарных и сборочных работ, должен отвечать следующим требованиям:
ручной электроинструмент должен подключаться к электрической сети напряжением не более 42 В. В тех случаях, когда подключение электроинструмента к сети напряжением 42 В невозможно, допускается его подключение к сети напряжением 220 В, но при этом должно быть предусмотрено защитное отключение или наружное заземление корпуса. При работе с электроинструментом, подключенным к сети 220 В, обязательным является использование средств электрозащиты (резиновые коврики, диэлектрические перчатки и т.п.);
электрические кабели и провода для обеспечения их целостности должны подводиться к электроинструменту через эластичную трубку длиной не менее пяти диаметров кабеля, которая устанавливается в корпус электроинструмента;
рабочие органы электроинструментов, за исключением электродрелей, должны иметь защитные кожухи;
в случае обнаружения неисправностей электроинструмента работа с ним должна быть немедленно прекращена;
разборка и ремонт электроинструмента, штепсельных разъемов и проводов разрешается только персоналу, осуществляющему обслуживание электроинструмента (самостоятельный ремонт категорически запрещен).
Ручной пневматический инструмент, применяемый при выполнении слесарных и сборочных работ, должен отвечать следующим требованиям:
рабочая часть инструмента не должна иметь повреждений (трещин, выбоин, заусенцев) и должна быть правильно заточена;
боковые грани инструмента не должны иметь острых кромок;
хвостовая часть инструмента, устанавливаемая в присоединительное устройство, должна плотно прилегать к его стенкам и обеспечивать надежное центрирование инструмента;
на хвостовой части инструмента не должно быть повреждений;
пневматические инструменты должны быть снабжены виброгасящими устройствами;
пневматический инструмент должен быть оборудован глушителем выхлопа воздуха и не должен допускать попадания отработанного сжатого воздуха на работника, загрязняя зону его дыхания;
ударные инструменты должны быть оборудованы устройствами, не допускающими вылет рабочего инструмента.
При работе с пневматическим инструментом необходимо соблюдать следующие правила и нормы безопасности:
перед присоединением воздушного шланга к инструменту его необходимо продуть, направляя в зону, в которой не наблюдается присутствия людей;
присоединение шланга к инструменту следует производить при помощи штуцера, ниппеля или стяжных хомутов;
соединять отдельные части шланга в случае необходимости при помощи металлической трубки, накладывая на нее хомуты поверх шланга;
присоединение шланга к инструменту или к соединительной трубке проволокой категорически запрещено;
шланг пневматического инструмента к централизованной сети разводки сжатого воздуха присоединяют, используя вентиль, обеспечивающий перекрытие подачи сжатого воздуха;
отсоединяя шланг пневматического инструмента, необходимо сначала перекрыть вентиль, соединяющий шланг с централизованной магистралью подачи сжатого воздуха;
проверить работу пневматического инструмента на холостом ходу до установки рабочего инструмента, включив его на непродолжительное время (1 …3 мин);
начинать работу пневматическим инструментом можно только после того, как рабочий инструмент плотно прижат к обрабатываемой поверхности;
ремонт пневматического инструмента на рабочем месте не допускается;
при выполнении работ с применением пневматического инструмента не допускается натягивание и перегибание воздухоподводящих шлангов;
подача воздуха к пневматическому инструменту осуществляется после того, как инструмент будет установлен в рабочее положение.
Стационарное технологическое оборудование применяется для замены ручного труда механизированным. К этому виду оборудования относятся ножницы для резки металла (гильотинные, дисковые, роликовые и пресс-ножницы), прессы и гибочные станки (трех- и четырехвалковые).
Гильотинные ножницы должны быть снабжены столом или рольгангом, установленным на уровне неподвижного ножа. На столе или рольганге монтируют направляющие и предохранительные линейки таким образом, чтобы была возможность наблюдения за линией реза. Подача разрезаемого листа на ножницы должна быть механизирована и осуществляться с рабочего места резчика. Положение разрезаемого листа относительно подвижного и неподвижного ножей должно фиксироваться механическими или гидравлическими прижимами, привод которых блокируется с пусковым механизмом станка. Цилиндрические прижимы, устанавливаемые вне зоны ограждения ножей, следует закрывать по окружности специальными ограждениями, позволяющими осуществлять регулирование прижимов по высоте в зависимости от толщины разрезаемого листа. Ножницы необходимо обеспечить предохранительными устройствами, сблокированными с пусковым механизмом. Привод ножниц не должен допускать сдвоенных ходов и самопроизвольного опускания подвижного ножа.
Не допускается разрезание на гильотинных ножницах полосового материала, ширина которого не позволяет зафиксировать положение заготовки на столе.
Эксплуатация ножниц должна быть приостановлена в случае затупления режущей кромки хотя бы одного из ножей или при наличии зазора между ними свыше 0,05 толщины разрезаемого листа.
Пресс-ножницы должны быть оборудованы ограждениями опасных зон, исключающими травмирование рук работающего.
Дисковые ножницы должны быть снабжены ограждениями рабочей зоны и зон подачи обрабатываемого материала и его приемки. Ограждения должны обеспечить защиту работающего от нанесения травм концом обрабатываемой ленты при ее сходе с подающего устройства и выходе из-под ножей по окончании процесса резания.
Роликовые ножницы должны быть оснащены устройствами по укладке обрабатываемого материала, например столами. В конструкции роликовых ножниц должны быть предусмотрены устройство, регулирующее величину зазора в зависимости от толщины разрезаемого материала, а также защитные приспособления, не допускающие попадания пальцев работающего под ножи (ролики). Диаметр ножей (роликов) должен быть больше толщины разрезаемого материала не менее чем в 30 раз, что обеспечивает затягивание материала под ножи, не вызывая необходимости его проталкивания.
Гибочное оборудование должно быть оснащено приемными устройствами для обработанных деталей, снабженными специальными ограждениями для защиты работающего от травмирования.
При гибке листового материала с применением бумаги или ткани категорически запрещается расправление образовавшихся на них складок. Не допускается протирание опорных и рабочих валков в процессе вращения.
Перед подачей профильного проката под гибочные валки необходимо выправить и зачистить их торцы, что обеспечивает свободную заправку проката в зажим и ролики станка.
При гибке профильного проката работник должен находиться на расстоянии не менее 1 м от свободного конца изгибаемого профиля.
Защитные ограждения гибочного оборудования должны быть сблокированы с пусковым устройством таким образом, чтобы исключить возможность включения станка при открытом защитном ограждении.
Эксплуатация гибочного оборудования не допускается:
при неравномерном (рывками) перемещении верхнего валка;
При выполнении сборочных работ достаточно часто приходится производить пайку соединяемых деталей. В этих случаях используется низкотемпературная (мягкими припоями) и высокотемпературная (твердыми припоями) пайка.
Пайка твердыми припоями, при которой основным источником теплоты является паяльная лампа, требует выполнения определенных правил, обеспечивающих безопасность работ:
работник, осуществляющий пайку твердыми припоями, должен пройти специальный курс обучения, сдать квалификационный экзамен и получить соответствующее удостоверение;
паяльные лампы необходимо не реже 2 раз в год подвергать контрольным гидравлическим испытаниям при двойном рабочем давлении, которые оформляют специальным актом;
при пайке твердыми припоями запрещается применение бензиновых паяльных ламп;
при работе с керосиновыми паяльными лампами категорически запрещается:
разжигать лампы подачей горючего через горелку; приближаться с горящей паяльной лампой к легковоспламеняющемуся объекту;
производить заправку лампы горючим веществом в процессе работы;
выполнять разборку лампы вблизи открытого огня; заправлять керосиновую лампу бензином;
снимать горелку с паяльной лампы до того, как давление в лампе не достигнет нормальных, соответствующих окружающей среде значений;
стравливание воздуха из резервуара паяльной лампы допускается производить только после того, как лампа будет погашена, а горелка остынет до температуры окружающей среды;
паяльные лампы могут быть использованы в технологическом процессе только в том случае, если расстояние от образованного лампой пламени составляет не менее 1,5 м до токоведущей части напряжением до 10 кВ, при напряжении более 10 кВ это расстояние должно составлять не менее 3 м;
категорически запрещается разжигать паяльные лампы непосредственно под оборудованием, проводами и кабелями или вблизи маслонаполненных аппаратов.
Электробезопасность.
Тело человека является проводником электрического тока, но проводимость тканей биологического происхождения отличается от проводимости обычных проводников. Она обуславливается не только физическими свойствами ткани, но и биологическими процессами, происходящими в организме. Поэтому сопротивление человеческого тела прохождению через него электрического тока постоянно меняется в зависимости от большого числа разнообразных факторов, в том числе от состояния поверхности кожи и окружающей среды, а также от целого ряда физиологических факторов. Как известно, человеческие ткани состоят на 60% из воды и могут рассматриваться в качестве электролита, который разлагается под воздействием электрического тока.
Ткани человека имеют разное сопротивление. Так, например, мышечная ткань, кровь, а в особенности головной и спинной мозг имеют крайне малое сопротивление, в то время как кожа, кости, жировая ткань и сухожилия обладают достаточно большим сопротивлением. На сопротивление биологических тканей большое влияние оказывает их физиологическое состояние. Так, например, обычное потоотделение резко снижает сопротивление кожи.
Проходя через организм человека, электрический ток оказывает на него термическое и электролитическое воздействие, которое представляет собой обычные физико-химические процессы, но одновременно электрический ток может оказывать на организм и биологическое воздействие.
В результате термического воздействия тока на организм человека на отдельных участках тела появляются ожоги, происходит нагрев кровеносных сосудов, нервов, сердца, мозга и других органов, что приводит к серьезным функциональным расстройствам. Электролитическое действие тока вызывает разложение биологических жидкостей организма, что приводит к изменению физико- химического состава. В результате биологического воздействия тока происходит нарушение биохимических процессов, протекающих в организме человека.
Многообразное воздействие тока на организм человека может привести к разным видам травм электрическим током, которые условно делят на два типа: местные травмы электротоком и травмы электротоком, поражающие организм в целом.
При местных травмах электрическим током происходит нарушение целостности тканей, в том числе и костей. В большинстве случаев при местных травмах поражаются поверхностные ткани организма — кожа, в ряде случаев наблюдается также поражение мягких тканей, сухожилий и костей. Как правило, местные травмы поддаются лечению и работоспособность пострадавшего восстанавливается, и только в отдельных случаях местные травмы могут привести к летальному исходу. К местным травмам относятся ожоги, электрические знаки, металлизация кожи, механические повреждения и электроофтальмия. Примерно в 75% случаев при поражении электрическим током наблюдаются местные травмы.
Электрический ожог — наиболее распространенный вид травм электрическим током, который происходит при прохождении электрического тока через организм человека в результате его непосредственного контакта с токоведущими частями. Такой ожог тем опаснее, чем больше величина тока, проходящего через организм человека, и чем продолжительнее это прохождение. Различают четыре степени ожогов по их тяжести:
I — поражение кожи;
II — образование пузырей;
III — омертвление кожи по всей ее толщине;
IV — обугливание тканей.
Электрические знаки представляют собой пятна на теле человека, подвергшегося воздействию электрического тока. Обычно пятна имеют круглую или овальную форму, но в некоторых случаях могут воспроизводить контуры токоведущих частей, которых коснулся потерпевший. В результате поражения участки кожи становятся твердыми, происходит как бы омертвение ткани. Обычно электрические знаки поддаются лечению и не вызывают последствий.
Металлизация кожи — проникновение в верхнюю часть кожного покрова мельчайших частиц металла, распылившегося под воздействием электрической дуги. Наиболее часто металлизация наблюдается при коротких замыканиях. Обычно пораженный брызгами металла участок кожи восстанавливается.
Механические повреждения в виде разрыва тканей, сосудов, сухожилий, вывихов, иногда переломов костей происходят в результате непроизвольных судорожных сокращений тканей под воздействием электрического тока.
Электроофтальмиявозникает в результате воздействия мощного ультрафиолетового излучения вольтовой дуги на роговицу и слизистую оболочку глаза, что приводит к ее воспалению.
Электрический удар — наиболее опасная форма воздействия электрического тока на организм человека, в результате которого происходит поражение всего организма. В зависимости от тяжести различают четыре степени воздействия электрического удара на организм человека:
I — судорожное сокращение мышц без потери сознания;
II — судорожное сокращение мышц с потерей сознания;
III — потеря сознания с нарушением сердечной деятельности шли дыхания;
IV — клиническая смерть.
Пожарная безопасность.
Пожар — неконтролируемое горение, наносящее материальный ущерб и создающее опасность для жизни и здоровья людей. Причины пожара на предприятии носят различный, в том числе технический, характер (в порядке убывания по частоте возникновения пожаров): нарушение технологического режима; неисправность электроустановок; самовозгорание промасленной ветоши и других материалов; неисправность оборудования; искры при электро- и газосварочных работах; ремонт оборудования на ходу.
В целях предупреждения пожаров намечаются мероприятия по их профилактике:
организационные (правильная эксплуатация оборудования и внутрицехового транспорта; противопожарный инструктаж работающих; организация добровольных пожарных дружин; организация пожарно-технических комиссий; издание приказов по усилению пожарной безопасности);
технические (соблюдение противопожарных норм и правил при проектировании производственных помещений, монтаже электропроводки, установке оборудования, отоплении, вентиляции, освещении);
режимного характера (запрещение курения в неустановленных местах, производство сварочных и других работ в пожароопасных помещениях);
эксплуатационные (профилактические ремонты и осмотры оборудования, испытания технологического оборудования).
Классификация помещений по пожаро- и взрывоопасности.
Все производственные помещения в соответствии с типовыми правилами пожарной безопасности промышленных предприятий подразделяют на несколько категорий в зависимости от применяемых в технологическом процессе веществ и материалов:
категория А — взрывоопасные помещения, в которых применяют горючие газы с нижним пределом воспламенения до 10%, жидкости с температурой вспышки до 28 °C, вещества, которые способны воспламеняться и гореть при соединении с водой, кислородом воздуха или друг с другом;
категория Б — взрыво- и пожароопасные помещения, в которых используют газы с нижним пределом воспламенения более 10% и жидкости с температурой вспышки от 28 до 61 °C; помещения, в которых образуется пыль с нижним концентрационным пределом воспламенения до 65 г/м3;
категория В — пожароопасные помещения, в которых применяют жидкости с нижним пределом вспышки свыше 61 °C, а в процессе производства образуются пыли с нижним концентрационным пределом воспламенения более 65 г/м3;
категория Г — помещения, в которых используют горючие вещества и материалы в горячем, раскаленном и расплавленном состоянии;
категория Д — помещения, в которых обрабатывают горючие вещества и материалы в холодном состоянии.
Пожарная сигнализация.
Основным условием пожарной безопасности на промышленном предприятии является применение автоматических устройств (извещателей), позволяющих оповестить дежурный персонал о пожаре и месте его возникновения.
По принципу действия такие устройства могут быть максимальными и дифференциальными. Максимальные пожарные извещатели срабатывают при определенных, заранее заданных значениях контролируемого параметра (температурные, световые, дымовые).
Организация пожарной охраны предприятия.
На машиностроительном предприятии устанавливают порядок проведения противопожарных инструктажей и занятий по пожарно-техническому минимуму с рабочими и служащими.
Противопожарный инструктаж осуществляется в два этапа: сначала его проводит начальник пожарной охраны, инструктор пожарной охраны или начальник караула, а затем с противопожарными правилами знакомятся на конкретном производственном участке.
На предприятии создают добровольные пожарные дружины, которые занимаются профилактикой и предупреждением пожаров в цехах и на своих рабочих участках.
Средства пожаротушения.
В практике пожаротушения наиболее широко применяют следующие способы прекращения горения:
изоляция очага горения от воздуха;
охлаждение очага горения;
интенсивное торможение скорости химической реакции в пламени;
механический срыв пламени в результате воздействия на него сильной струи газа или воды;
создание условий, препятствующих распространению огня.
Широкое распространение при пожаротушении получили огнетушители: жидкостные, пенные и углекислотные.
Оказание первой помощи при несчастных случаях.
Первая доврачебная помощь при несчастном случае на производстве оказывается разными способами, выбор которых зависит от характера нанесенной травмы: ушибы, переломы, термические ожоги, тепловой удар, отравление, поражение электрическим током.
При ушибах следует обеспечить иммобилизацию (покой, неподвижное состояние) ушибленной части тела. Затем необходимо охладить ушибленную часть тела, наложив на место ушиба лед или ткань, смоченную холодной водой. В случае подозрения на ушиб внутренних органов необходимо снять с потерпевшего стесняюшую его одежду, уложить его на ровное место и дождаться прибытия «скорой медицинской помощи» или медицинских работников предприятия.
При переломах необходимо обеспечить иммобилизацию кости в месте перелома, наложив шину из специальных или подручных материалов, зафиксировав положение суставов конечностей, прилегающих к месту перелома. Вопрос о транспортировании пострадавшего в медицинское учреждение может быть решен только медицинским работником.
При ожогах оказание первой помощи зависит от характера ожога (термический или химический) и степени поражения пострадавшего.
При термических ожогах, если на пораженной поверхности отсутствуют пузыри (ожог I степени), пораженное место промывают струей холодной воды и обрабатывают слабым раствором перманганата калия (розового цвета), спиртом или одеколоном и накладывают сухую стерильную повязку.
При наличии пузырей на пораженных участках тела (ожог II степени) поступают аналогичным образом, но обожженные участки обрабатывают только вокруг пузырей, не допуская их разрыва.
В тех случаях, когда имеют место тяжелые ожоги, сопровождающиеся обугливанием тканей тела, места ожогов необходимо закрыть стерильной повязкой.
Если ожог произошел через одежду или обувь, необходимо быстро и аккуратно их снять.
При поражении электрическим током необходимо немедленно освободить пострадавшего от воздействия электрического тока, отключив установку от электрической сети.
Если установка не может быть быстро отключена от сети, необходимо принять меры по освобождению пострадавшего от воздействия электрического тока, не прикасаясь к нему, так как это опасно для жизни.
Для освобождения пострадавшего от контакта с токоведущими частями следует воспользоваться канатом, палкой или каким-либо другим предметом, не проводящим электрический ток.
Пострадавшего эвакуируют одной рукой, держа другую за спиной или в кармане, чтобы исключить возможность замыкания электрической цепи между пострадавшим и оказывающим ему первую помощь.
Правила промышленной санитарии.
Промышленная санитария предусматривает создание на производстве условий, обеспечивающих необходимую температуру в производственных помещениях, хорошую вентиляцию, достаточную освещенность рабочих мест, отсутствие сквозняков, наличие вспомогательных и бытовых помещений.
Температура производственных помещений должна поддерживаться в пределах 16…20°C.
Вентиляция производственных помещений должна обеспечивать создание комфортных условий труда за счет поддержания необходимого температурного режима, удаления вредных газов и пыли. Вентиляция может быть приточной и вытяжной.
Оптимальная освещенность на рабочем месте должна обеспечивать снижение нагрузки на глаза, облегчая работу и уменьшая возможность травматизма. Освещение может быть как естественным (дневное освещение), так и искусственным (электрическое освещение). Предпочтительным является естественное освещение.
Помимо общих правил гигиены большое значение имеет личная гигиена работника, под которой понимают меры, направленные на сохранение здоровья, предупреждение и устранение условий, которые могут привести к ухудшению здоровья.
Для сохранения здоровья и предупреждения заболеваний необходимо:
делать короткие перерывы во время работы, позволяющие снять усталость (кроме того, следует иметь в виду, что после работы стоя отдыхать нужно сидя, и наоборот);
отводить на сон не менее 8 ч в сутки;
в процессе работы время от времени менять рабочую позу;
после окончания рабочего дня мыть в душе с мылом все тело.
В зависимости от назначения роботы условно подразделяют на два класса: производственные и транспортные.
Производственные роботы, осуществляющие основные технологические процессы, обычно оснащают соответствующими инструментами или устройствами.
Транспортные роботы осуществляют межоперационное перемещение заготовок и деталей, передают готовые изделия и складируют их, например в конце сборочной линии укладывают готовые изделия в контейнеры или в поддоны. В ряде случаев транспортные роботы наряду с вспомогательными операциями по транспортированию могут также выполнять основные технологические операции; аналогично производственные роботы часто изготовляют приспособленными для выполнения определенных транспортных операций.
Каждый из этих классов роботов может быть специальным или универсальным.
Универсальные роботы выполняют как основные, так и вспомогательные операции.
Специальные роботы предназначены для выполнения отдельных операций, например завинчивания гаек.
Основные параметры промышленных роботов.
К основным параметрам, определяющим технологические возможности промышленных роботов, относятся мобильность, грузоподъемность, число степеней свободы рабочих органов, точность позиционирования, рабочая зона, тип системы управления.
Мобильность — способность робота перемещаться в пространстве.
Различают стационарные и передвижные роботы, которые могут обслуживать группу технологического оборудования, например объединенного конвейером.
Грузоподъемность — максимальная масса груза, которой робот способен манипулировать. Этот параметр характеризуется наибольшей силой, развиваемой рабочими органами робота в любом положении.
Число степеней свободы рабочих органов — параметр, характеризующий подвижность робота.
Точность позиционирования — параметр, определяющий степень точности движения рабочих органов при многократных перемещениях изделий заданной массы в предусмотренное положение.
На точность позиционирования влияют грузоподъемность, конструкция и кинематика рабочих органов, тип привода и система управления.
Особенно высокие требования в отношении точности позиционирования предъявляют к сборочным роботам, предназначенным для обслуживания таких сборочных операций, как запрессовка, сборка высокоточных сопряжений и т. д.
Рабочая зона — параметр, характеризующий пространство, занимаемое рабочим органом робота при совершении всех видов предусмотренных движений.
Системы управления промышленными роботами осуществляют формирование логической последовательности выполнения операций их рабочими органами по заданным параметрам.
Устройство промышленных роботов.
Независимо от типа и назначения промышленный робот состоит из механической части и системы управления, в которую входят блоки памяти и логики и пульт управления.
Механическая часть промышленного робота.
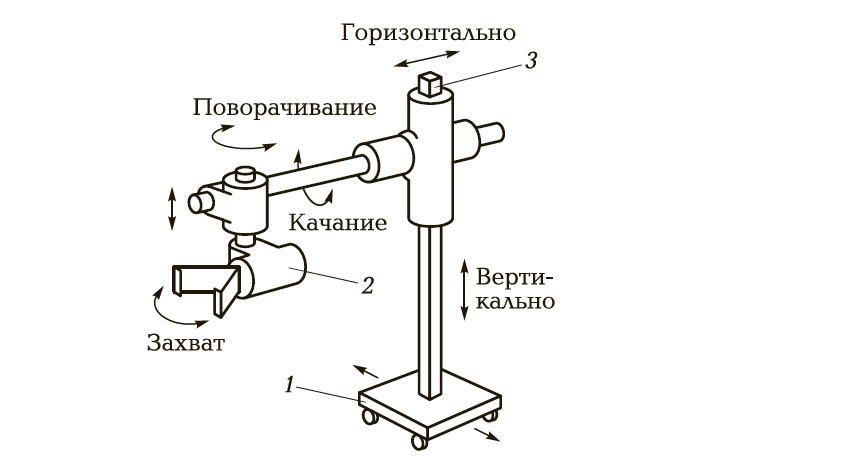
Конструкция механической части зависит от назначения робота, числа степеней свободы, типа приводных устройств, системы управления. Механическая часть робота (рис. 1) состоит из станины 3, обычно устанавливаемой на основании 1, и одного или нескольких рычажно-захватных устройств 2. Рычажно-захватное устройство — основной орган робота, способный совершать возвратно-поступательное и вращательное движения. Рычажно-захватные устройства можно условно классифицировать по конструкции, типу привода, расположению и т. п. Например, в зависимости от конструкции рычажно-захватные устройства могут быть стационарными, выдвижными, телескопическими, шарнирными и портальными.
Рис. 1. Механическая часть промышленного робота и основные движения: 1 — основание; 3 — рычажно-захватное устройство; 3 — станина
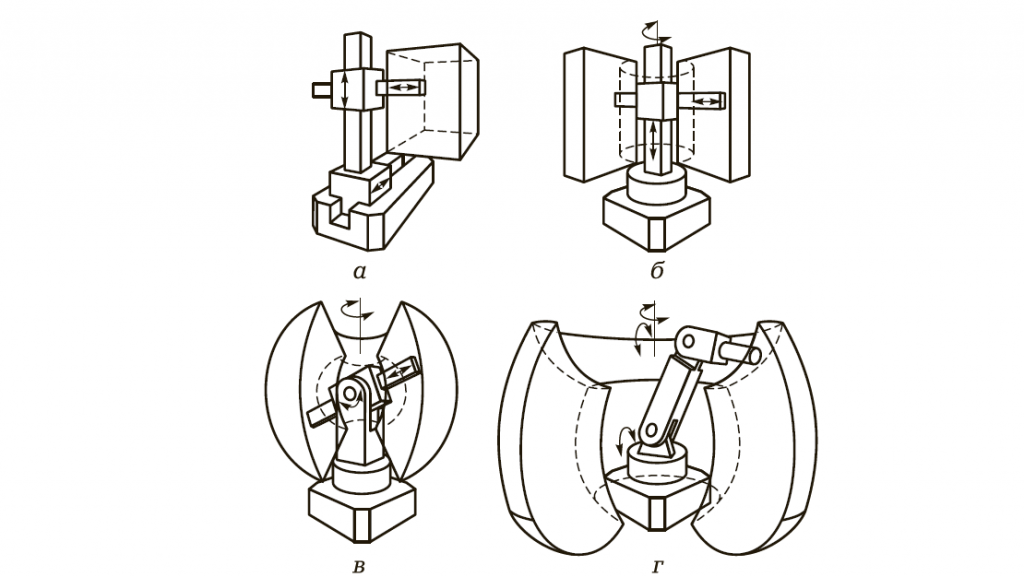
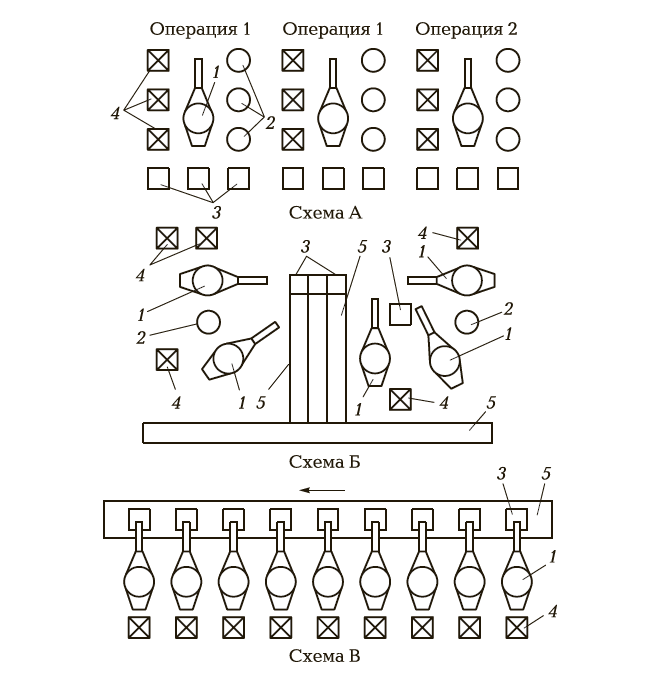
Следует отметить, что одинаковое число степеней свободы рычажно-захватного устройства может быть достигнуто за счет сочетания различных возвратно-поступательных и вращательных движений. Например, три степени свободы рычажно-захватного устройства обеспечиваются при следующих сочетаниях движений: трех возвратно-поступательных (рис. 2, а); двух возвратно- поступательных и одного вращательного (рис. 2, б); одного возвратно-поступательного и двух вращательных (рис. 2, в); трех вращательных (рис. 2, г).
Рис. 2. Возможные движения рычажно-захватного устройства робота при одинаковом числе степеней свободы и различных системах координат отсчета перемещений: а—г — соответственно прямоугольная, цилиндрическая, полярная и сферическая система координат
Наибольшая часть промышленных роботов снабжена рычажнозахватными устройствами, имеющими 3—5 степеней свободы.
Тип системы координат, в которой перемещается рабочий орган, наряду с числом степеней свободы оказывает существенное влияние на зону обслуживаемого пространства. Если зону обслуживания робота, имеющего захватное устройство с одной степенью свободы, работающее в прямоугольной системе координат, принять за единицу, то зона обслуживания робота при тех же условиях составит: в цилиндрической системе — 9,6; в полярной — 29,7; в сферической — 87,2.
Захватные устройства промышленного робота.
Конструкция, габаритные размеры и форма захватных устройств промышленных роботов определяется массой, формой, габаритными размерами и материалом транспортируемых деталей. Захватные устройства бывают механическими, вакуумными, электромагнитными, с эластичными камерами.
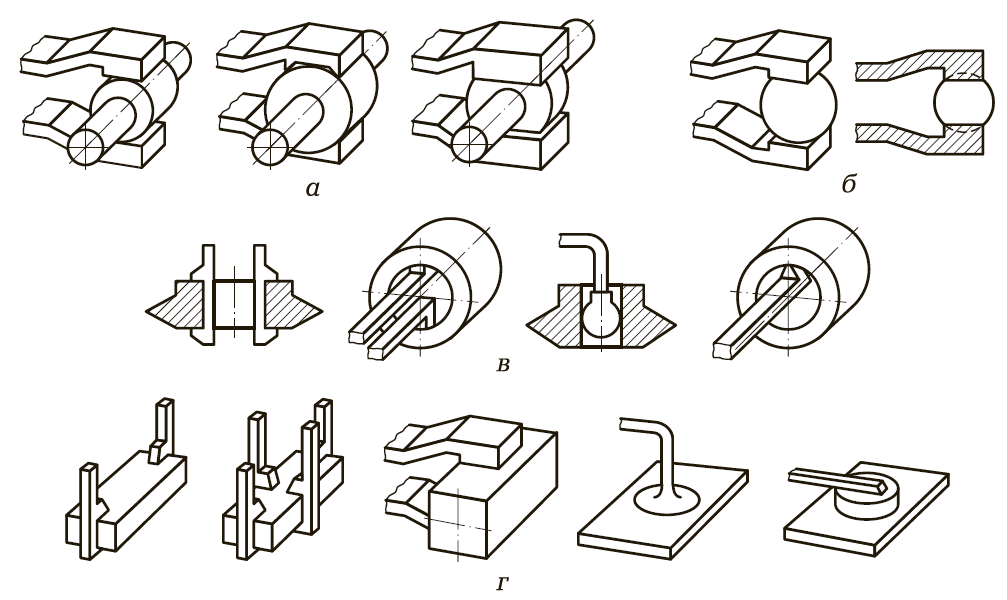
Механические захватные устройства осуществляют зажим в двух, трех и четырех точках. Основным элементом механического захватного устройства являются постоянные или сменные зажимные губки, конструкция которых во многом зависит от конфигурации удерживаемых деталей (рис. 3).
Рис. 3. Зажимные губки для цилиндрической (a) шаровой (б), внутренней цилиндрической (в) и плоской (г) поверхностей
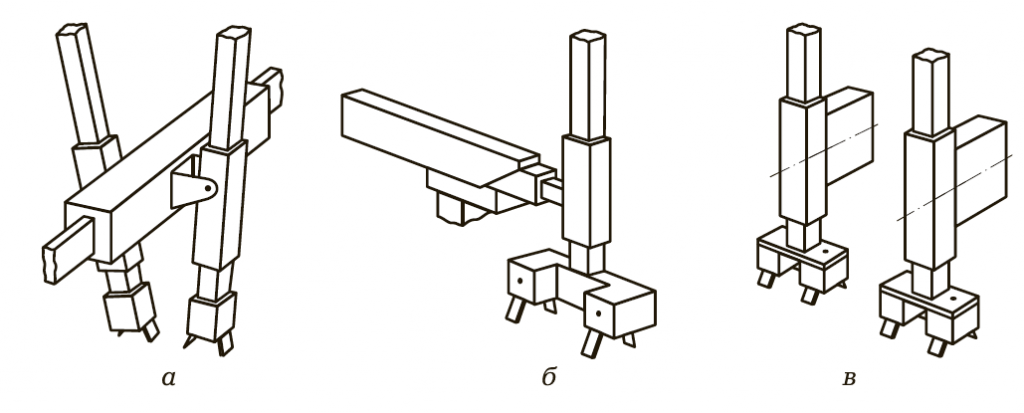
Часто в одном рычаге монтируют два одноместных захватных устройства (рис. 4, а) либо одно двухместное (рис. 4, б). Два двухместных захвата могут быть смонтированы на одном или на двух рычагах (рис. 4, в) и иметь независимые движения.
Рис. 4. Многоместные захватные устройства: а — два одноместных, смонтированных на одном рычаге; б — двухместное; в — два двухместных, смонтированных на двух рычагах
Вакуумные захватные устройства просты по конструкции, имеют небольшую массу, равномерное распределение нагрузки по поверхности контакта. В ряде случаев такие захватные устройства обеспечивают одновременно центрирование деталей. Вакуумные захватные устройства можно применять для удерживания деталей несложной формы из любого материала, но срок их службы относительно невелик.
Основным элементами вакуумных захватных устройств являются резиновые или пластмассовые присоски и механизм для создания вакуума. Наиболее простым и часто применяемым способом создания вакуума является использование эжекторов, причем в этом случае разрежение может быть получено за счет сжатого воздуха, поступающего из заводской централизованной сети. Основной деталью эжектора является тройник, в который впаивают трубки малого диаметра.
Электромагнитные захватные устройства используют для удерживания деталей любой конфигурации из различных металлов и сплавов, обладающих магнитными свойствами. По назначению электромагнитные захватные устройства аналогичны вакуумным, но значительно проще по конструкции и имеют больший срок службы.
Электромагнитные захватные устройства состоят из элементарных магнитов, установленных на общей раме и служащих для удерживания деталей, имеющих фасонные, круглые, ребристые и решетчатые поверхности, которые невозможно или весьма сложно захватить и удержать при помощи вакуумных захватных устройств.
Захватные устройства с эластичными камерами предназначены для захвата, удерживания и переноса деталей сложной формы и небольшой массы. Особенно эффективно применение таких устройств при переносе деталей из хрупких материалов. Различают захватные устройства с изгибающимися и расширяющимися эластичными камерами.
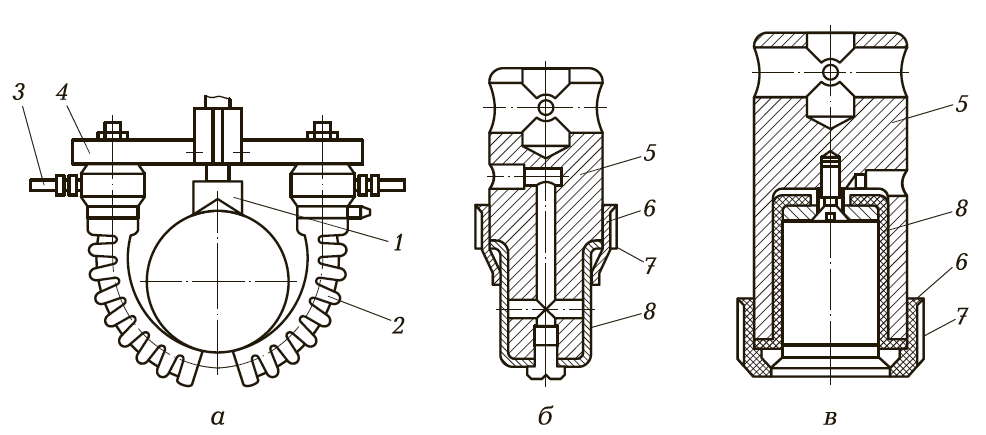
Захватное устройство с изгибающейся эластичной камерой (рис. 5, а) предназначено для захвата детали сложной формы за наружную поверхность. На корпусе 4 устройства закреплены базирующие призмы 1 и две эластичные камеры 2, соединенные с пневматическим приводом патрубком 3. Камеры изготавливают так, чтобы по профилю они имели переменную жесткость. При изгибе камеры прижимают удерживаемую деталь к базирующим призмам, осуществляя ее закрепление. Высота расположения призм может регулироваться.
Захватное устройство с расширяющейся эластичной камерой применяют для захвата деталей по наружному или по внутреннему диаметру. Работает устройство следующим образом: сжатый воздух поступает через отверстие в корпусе 5, при этом втулка 8, выполняющая роль эластичной камеры, раздувается и удерживает деталь по внутреннему (рис. 5, б) либо по наружному (рис. 5, в) диаметру.
Требования к деталям, предназначенным для автоматической сборки.
В целях автоматизации процесса сборки с применением промышленных роботов необходимо, чтобы детали, предназначенные для автоматической сборки, удовлетворяли ряду общих требований:
качество изготовления деталей должно соответствовать требованиям чертежа или технических условий;
конструкция деталей должна исключать возможность их сцепления друг с другом при выходе из подающего магазина;
в конструкции деталей должны быть предусмотрены фаски, конусы, проточки и другие центрирующие элементы;
в соединениях не должны использоваться хрупкие и другие легкодеформируемые материалы.
Требования к изделиям и сборочным единицам.
Изделия или сборочные единицы, подлежащие сборке с помощью промышленных роботов, должны удовлетворять следующим требованиям:
изделия должны состоять из законченных взаимозаменяемых сборочных единиц, обеспечивающих возможность их сборки независимо друг от друга;
должна быть обеспечена возможность сборки по методу полной взаимозаменяемости;
число сопрягаемых поверхностей и видов соединений должно быть минимальным;
места соединения сборочных единиц должны быть доступны для контроля качества соединения;
процесс сборки не должен иметь операций дополнительной пригонки и регулирования;
должна быть обеспечена возможность последовательной сборки, т.е. наличие базовой детали, с которой последовательно соединяются другие детали узла.
Требования к промышленным роботам.
Так как в процессе сборки необходимо обеспечить компенсацию погрешностей позиционирования, захвата и установки деталей, к промышленным роботам, применяемым в сборочном производстве, также предъявляют определенные требования:
сборочные роботы должны осуществлять свои действия в цилиндрической системе координат;
размеры рабочей зоны роботов должны обеспечивать размещение вспомогательных устройств, приспособлений и оснастки, которыми пользуются для ведения технологического процесса сборки, а также магазинов и инструментов с захватными устройствами, подающих устройств, средств контроля сборки;
робот должен обладать не менее чем тремя степенями свободы, а также иметь возможность получения дополнительных степеней свободы как за счет своего перемещения, так и перемещения сборочных инструментов;
робот должен быть снабжен механизмом смены захватных устройств и сборочных инструментов.
Для обеспечения сборки определенных изделий и контроля качества промышленные сборочные роботы снабжают датчиками обратной связи, применение которых позволяет существенно упростить программирование действий промышленного робота.
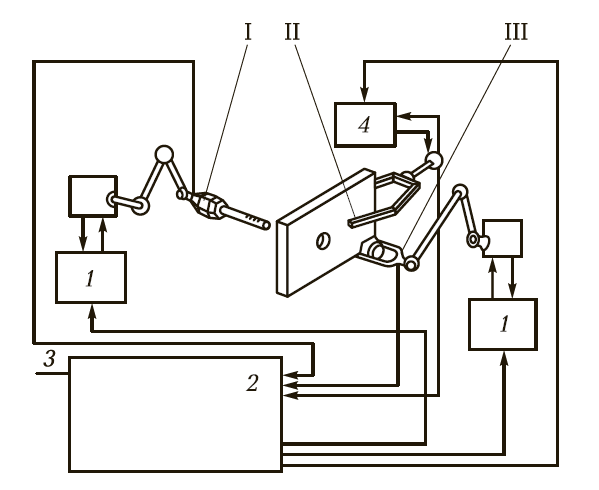
Промышленный робот с обратной связью (рис. 6) имеет три механические руки: рука II подает на сборочную позицию базовую деталь, рука I вводит в отверстие базовой детали болт, а рука III навинчивает на него гайку. Управление руками I и III осуществляется от скоростного позиционного сервопривода 1 на основе сигналов от тензометрического датчика силы, которые подаются в вычислительный блок 2. В последнем сигнал от тензометрического датчика сравнивается с расчетным, заданным программирующим устройством 3. Сигнал рассогласования усиливается и подается от вычислительного блока на сервопривод, который осуществляет изменение углов поворота захватных устройств, обеспечивая сборку соединяемых деталей. Вычислительный блок 2 подает сигнал на позиционный привод 4 руки II, которая устанавливает базовую деталь в заданном положении.
Рис. 6. Структурная схема промышленного робота с обратной связью: 1 — сервопривод; 3 — вычислительный блок; 3 — программирующее устройство; 4 — позиционный привод; I, II, III — механические руки
Сборочный инструмент промышленных роботов.
При выборе сборочных инструментов, применяемых для комплектации промышленных роботов, должны учитываться следующие требования:
деталь должна надежно захватываться при ее транспортировании и установке на место;
элементы инструмента, обеспечивающие его установку в манипулирующий орган, должны быть унифицированы;
конструкция инструмента должна обеспечивать возможность встраивания датчиков обратной связи;
конструкция захватных устройств инструмента должна обеспечивать заданную точность позиционирования;
инструмент не должен деформировать деталь при захвате и фиксации;
конструкция инструмента должна обеспечивать возможность его легкой переналадки на различные типоразмеры детали.
В зависимости от типа захватных устройств все сборочные инструменты, применяемые в промышленных роботах, могут быть подразделены на две группы: с захватными устройствами, изготовленными отдельно от инструмента, и с захватными устройствами, изготовленными как единое целое с инструментом.
Захватные устройства, изготовленные отдельно от инструмента, обеспечивают соединение деталей, изменение их положения, перенос деталей и собранного изделия.
Захватные устройства, совмещенные со сборочным инструментом, отличаются большим разнообразием конструкций.
В качестве примера рассмотрим инструменты, применяемые для сборки подшипниковых узлов.
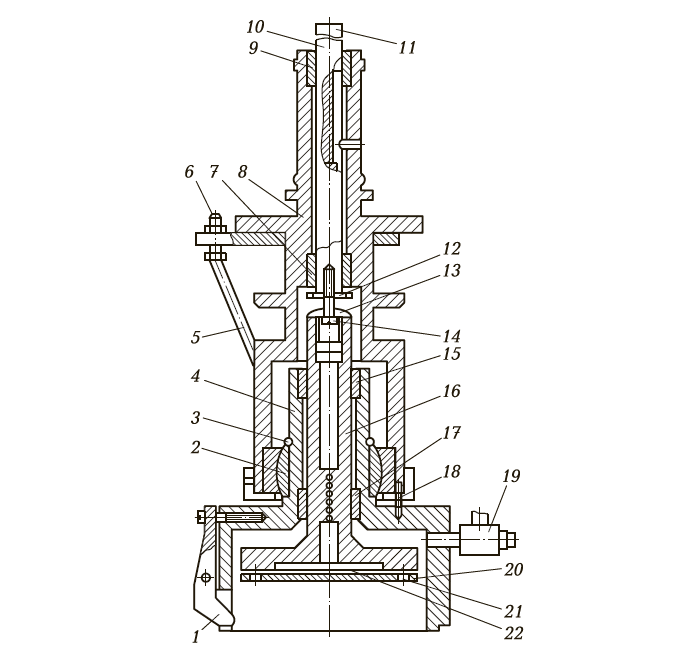
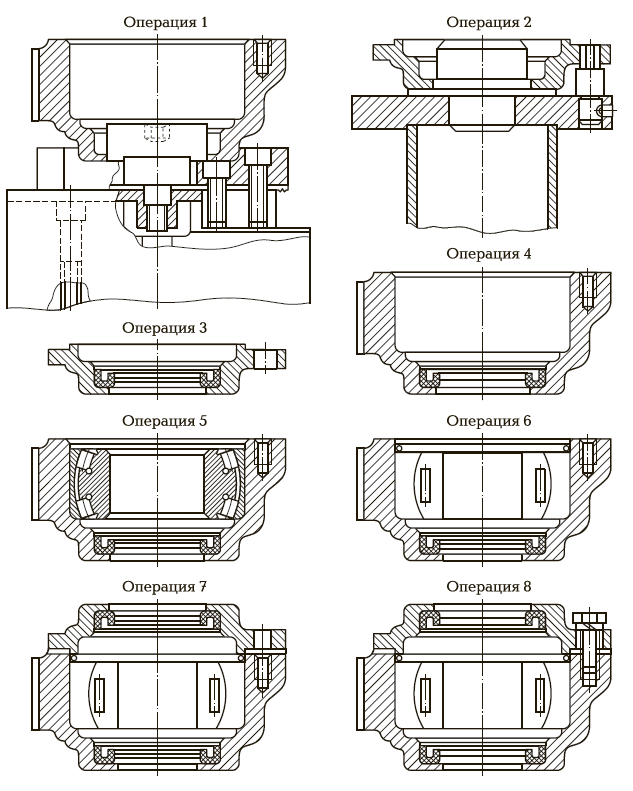
В инструменте для захвата и монтажа подшипников качения (рис. 7) по направляющим скольжения 7 и 9 корпуса 8 перемещается шток 10. Головка 11 рабочего штока связана со штоком гидравлического цилиндра привода, расположенного внутри руки промышленного робота. Наличие детали (подшипника) в сборочном инструменте контролируется с помощью пневматического датчика 19, установленного на стакане 4 и подключенного к пневматическому разъему 6 воздуховода 5. Подшипник, подлежащий сборке, помещают в начальную позицию в кассете. Сборочный инструмент, установленный в манипулятор промышленного робота, размещают над деталью. Когда инструмент опускается манипулятором вниз, рабочий шток 10 находится в крайнем верхнем положении, а прессующий шток 16 весит на упоре 14. Между подшипником и фланцем прессующего штока расположен сепаратор, представляющий собой диск 20 с шариками 21. Сепаратор крепят к фланцу прессующего штока с помощью эластичной струны 22. Подшипник центрируется и захватывается тремя пружинными губками 1. При движении инструмента вниз деталь перемещает прессующий шток вверх до тех пор, пока его фланец не перекроет датчик 19, который подает команду на транспортирование подшипника на сборочную позицию. По команде на выполнение соединения гидравлический цилиндр, встроенный в манипулятор промышленного робота, перемещает вниз рабочий шток 10, который через сферическую гайку 12 передает усилие на сферическую поверхность упора 13, укрепленного на прессующем штоке 16, который по направляющим 15 и 17 перемещается внутри стакана 4, расположенного соосно с отверстием корпуса. Самоустановка стакана относительно корпуса обеспечивается за счет его монтажа на сферической опоре 2 внутри корпуса 8 инструмента. Осевое перемещение стакана предотвращается стопорным кольцом 3, а поворот — штифтом 18. Перемещаясь вниз прессующий шток запрессовывает подшипник в корпус.
Переналадка этого инструмента осуществляется за счет регулирования зажимных губок 1 и датчика 19, а также установки сепаратора необходимого размера.
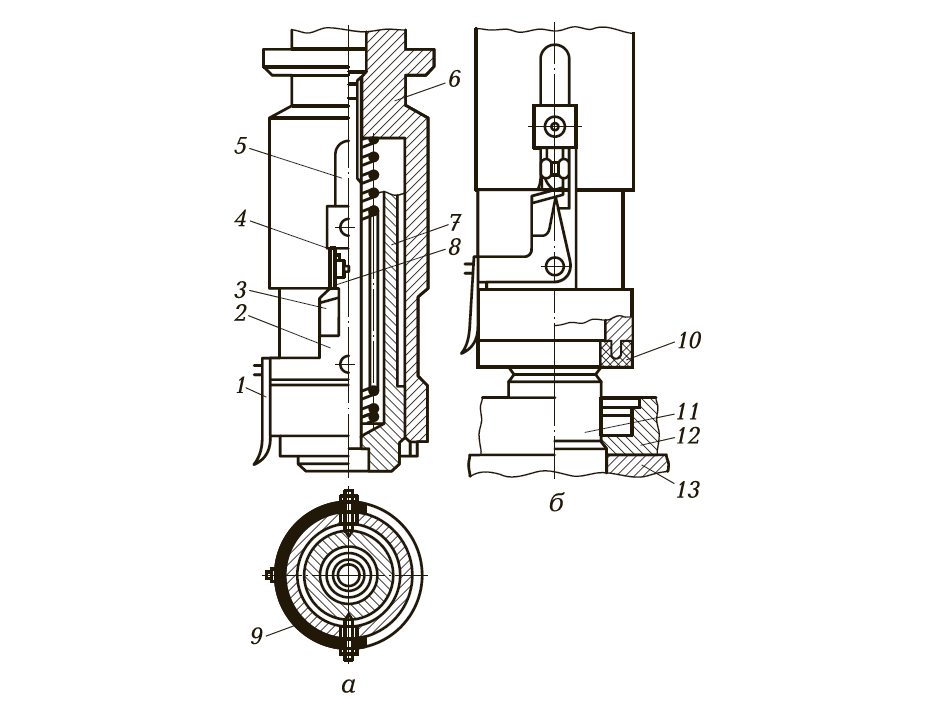
Для запрессовки резиновых уплотнительных манжет с пружиной применяют инструмент (рис. 8), представляющий собой цилиндрический корпус 6 с хвостовиком и фланцем для присоединения к манипулятору промышленного робота. Внутри корпуса расположена подпружиненная оправка 7, вылет которой ограничивается упором 8. На оправке на двух полуосях 9, установленных в пазах 5 корпуса 6, смонтирован рычаг 2, представляющий собой полувилку, с одной стороны которой расположен щуп 1, а с другой — кулачок 3, взаимодействующий с пневматическим датчиком 4, закрепленным на оправке 7.
Рис. 8. Инструмент для запрессовки резиновой уплотнительной манжеты: a — до запрессовки; б — в момент запрессовки; 1 — щуп; 2 — рычаг; 3 — кулачок; 4 — пневматический датчик; 5 — паз; 6 — корпус; 7 — оправка; 8, 11 — упоры; 9 — полуось; 10 — манжета; 12 — крышка; 13— приспособление
При опускании инструмента в накопитель манжета 10 надевается на оправку 7, диаметр которой соответствует диаметру уплотняемого вала. Манжета удерживается на оправке за счет сил трения. При надевании на оправку манжета отжимает щуп 1, рычаг 2 поворачивается, перекрывая кулачком 3 сопло датчика 4, движение манипулятора вниз прекращается, а инструмент с манжетой перемещается в сборочную позицию. Упор 1, установленный в приспособлении 13 на сборочной позиции, центрирует базовую деталь — крышку 12, являясь одновременно направляющей манжеты. При запрессовке манжеты оправка 7 упирается торцом в упор 11, а корпус 6, двигаясь вниз, сжимает пружину и запрессовывает манжету в гнездо. Меняя насадки на корпусе 6 и оправке 7, можно запрессовывать манжеты диаметром 32… 135 мм.
При установке плоских прокладок применяют вакуумные или электромагнитные захватные устройства. Вакуумные захватные устройства обеспечивают большую точность, и их работа не зависит от материала прокладок.
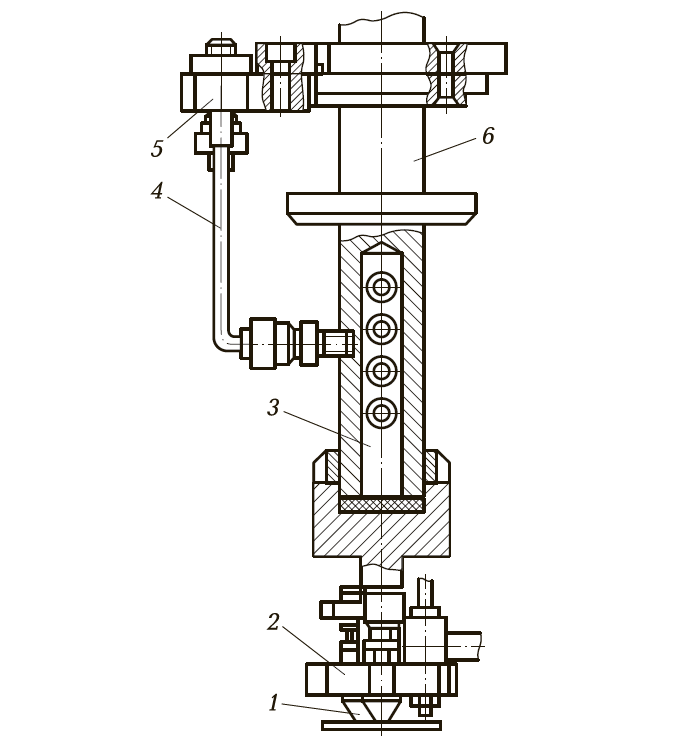
Вакуумное захватное устройство (рис. 9) изготовлено в виде цилиндрического корпуса 6, в котором закреплен сменный диск 2. В пазах диска установлены присоски 1. Воздух подается от силовой пневматической сети через разъем 5 и патрубок 4 в корпус 6, где размещен распределитель 3. Переналадка осуществляется сменой диска 2.
В процессе выполнения сборочных работ часто используют резьбовые соединения. Для выполнения таких соединений применяют различные инструменты, один из которых показан на рис. 10.
К хвостовику 8, который одновременно с фланцем 7 является элементом автоматической смены инструмента, прикреплен корпус 6 пневматического резьбозавертывающего механизма, изготовленного на базе стандартного гайковерта. Присоединяемая резьбовая деталь захватывается из накопителя магнитным элементом 1 и подводится к базовой детали. Сжатый воздух через разъем 9 и трубопровод 10 поступает к пневматическому двигателю. Шпиндель 4 одновременно с вращательным движением получает колебательное движение вдоль оси свинчивания, в результате чего происходит установка резьбовой детали вдоль оси гайки. После этого шпиндель получает рабочее движение вдоль оси свинчивания, а элемент 1 устанавливается в гнездо 11. На корпусе 6 закреплен кронштейн 5 с пневматическим датчиком 2 контроля положения торцевого ключа 3 относительно корпуса 6.
Компоновка роботизированных сборочных комплексов.
Все роботизированные сборочные комплексы состоят из типовых элементов, к которым относятся промышленный робот, рабочая позиция, питатели, магазин с комплектом инструмента. Компоновка роботизированного комплекса зависит от технологического процесса сборки. Различают три типовые схемы компоновки комплексов оборудования с применением промышленных роботов (рис. 11).
Схема А. Технологический процесс разделен на отдельные операции, при этом некоторые из них осуществляются на нескольких рабочих позициях (на приведенной схеме — на двух позициях 3, каждая из которых оснащена промышленным роботом 1). Это условие определяет необходимость применения на сборочном комплексе нескольких одинаковых позиций сборки для обеспечения требуемой производительности отдельных сборочных операций.
Схема Б. Эта схема характеризуется применением нескольких промышленных роботов 1 упрощенной конструкции, которые выполняют узконаправленные специальные сборочные операции. Собираемые детали перемещаются последовательно с помощью специального транспортера 5 между несколькими позициями 3 сборки. В этом случае при отказе оборудования на одной позиции происходит остановка всей линии.
Схема В. Эта схема характеризуется максимальной концентрацией сборочных операций на отдельных сборочных позициях с учетом их специализации, причем операции на отдельных позициях выполняются одновременно. Детали с одной сборочной позиции на другую перемещаются с помощью транспортера 5.
Рис. 11. Типовые схемы компоновки оборудования в роботизированных сборочных комплексах: 1 — промышленный робот; 2 — магазин с комплектом рабочих инструментов; 3 — рабочие позиции; 4 — питатели; 5 — транспортеры
Типовой технологический процесс сборки подшипникового узла с использованием промышленного робота.
Собираемый узел (рис. 12) состоит из корпуса, крышки, двух резиновых манжет, подшипника, прокладки из картона, трех винтов, трех стопорных шайб.
Рис. 12. Эскизы выполнения операций сборки подшипникового узла на роботизированном сборочном комплексе
Последовательность сборки узла следующая:
Установка корпуса в приспособление.
Установка крышки в приспособление.
Запрессовка манжеты в крышку.
Запрессовка манжеты в корпус.
Установка подшипника в корпус.
Установка картонной прокладки на корпусе.
Сборка крышки с корпусом.
Установка трех винтов со стопорными шайбами.
Сборка производится на специально оборудованном комплексе, в состав которого помимо промышленного робота входят:
магазин сборочных инструментов, выполненный в виде пятипозиционного поворотного стола;
две рабочие позиции, обеспечивающие установку и фиксацию базовых деталей (корпус, крышка);
транспортер, обеспечивающий подачу корпуса и крышки на рабочую позицию;
магазин деталей (число магазинов соответствует числу деталей собираемого узла).
Типовой технологический процесс сборки состоит из двух групп операций:
загрузочно-установочные — установка корпуса и крышки в соответствующие приспособления (операции 1 и 2); загрузка выходного магазина-накопителя собранными узлами;
сборочные — запрессовка резиновых манжет в крышку и корпус (операции 3 и 4); запрессовка подшипника в корпус (операция 5); установка картонной прокладки на корпусе (операция 6); установка крышки на корпус (операция 7); установка и завинчивание болтов со стопорными шайбами (операция 8). Для выполнения этих операций используют инструменты, описанные ранее.
Последовательность движений робота при выполнении всех сборочных операций по приведенной схеме однотипны:
захват из магазина соответствующего сборочного инструмента;
выполнение сборочной операции;
установка в магазин использованного сборочного инструмента.