Процесс закрепления оборудования состоит из следующих этапов: предварительное закрепление, подливка оборудования, окончательное закрепление.
Предварительное закрепление оборудования.
Для предупреждения смещения оборудования после выверки перед подливкой необходимо произвести предварительное закрепление оборудования на фундаменте. При этом осуществляется затягивание гаек фундаментных болтов, которые расположены в непосредственной близости от опорных элементов. При затягивании фундаментных болтов диаметром до 24 мм усилие затяжки не должно превышать 25 Н.
Если при выверке оборудования используют упругие элементы, то процесс предварительной затяжки совмещают с процессом выверки оборудования.
Подливка оборудования.
Перед подливкой поверхность фундамента и опорная поверхность оборудования должны быть тщательно подготовлены. Опорные поверхности оборудования обезжиривают и промывают водой, а поверхность фундамента очищают от масла и пыли и увлажняют, не допуская скопления влаги в приямках и углублениях.
Если при установке на фундамент используют анкерные болты, которые должны быть удалены после подливки оборудования, то их перед подливкой необходимо изолировать от сцепления с бетоном.
После изоляции анкерных болтов на расстоянии 100… 150 мм от фундаментной плиты устанавливают опалубку (рис. 1), изготовленную из тесаных досок толщиной 15…20 мм, высота которой над фундаментом должна составлять 20…30 мм. Бетонную смесь подают в опалубку с одной стороны подливаемого оборудования до тех пор, пока она не заполнит опалубку с другой стороны. Для обеспечения равномерного заполнения подливаемого пространства бетонную смесь следует подавать равномерно, используя специальное приспособление — вибратор.
Затягивание фундаментных болтов при окончательном закреплении оборудования следует производить равномерно, за два-три обхода по контуру. Начинают затягивание с болтов, расположенных по осям симметрии опорной части оборудования, а затем производят затяжку остальных болтов, постепенно отдаляясь от оси симметрии. Так как затяжка всех болтов должна производиться с одинаковым усилием, то для этого следует использовать, по возможности, тарированные ключи. Если закрепляемое оборудование работает со значительными динамическими нагрузками, то гайки фундаментных болтов следует предохранять от самопроизвольного отвинчивания за счет их стопорения специальными стопорными шайбами. Необходимость стопорения должна быть указана в инструкции по монтажу оборудования. После испытания установленного оборудования под нагрузкой проверяют затяжку фундаментных болтов.
Регулирование — процесс выведения оборудования в положение, предусмотренное проектом. Положение оборудования регулируют в плане, по высоте и в горизонтальной и вертикальной плоскостях.
Регулирование положения оборудования в плане.
Регулирование положения оборудования в плане осуществляется сначала предварительно, а затем окончательно.
Предварительное регулирование положения оборудования в плане осуществляется за счет совмещения отверстий в опорной части оборудования с отверстиями, предварительно выполненными в фундаменте. Такое регулирование производится по предварительно установленным в отверстия фундамента болтам.
Окончательное регулирование положения оборудования в плане связано с выведением оборудования в проектное положение, для чего используют подъемные механизмы, домкраты или специальные монтажные приспособления.
Для контроля положения оборудования при его выверке в плане используют метод натянутой струны, оптические методы, нивелирование, а также непосредственный контроль линейных размеров.
Для реализации этих методов контроля применяют специальные инструменты и приборы, шаблоны, центровочные и некоторые другие приспособления, которые обеспечивают контроль отклонений от перпендикулярности, параллельности и соосности.
Регулирование положения оборудования по высоте.
Регулирование по высоте необходимо в тех случаях, когда оборудование устанавливается в технологических линиях и кинематически связано с другим оборудованием.
В качестве контрольных баз при регулировании оборудования по высоте служат специальные площадки на корпусных деталях, исполнительные поверхности узлов оборудования, например поверхности валов или направляющих, установочные (опорные) поверхности.
Точность установки контролируют методами нивелирования или контроля линейных размеров от промежуточной базы до ранее установленного оборудования.
Регулирование положения оборудования в горизонтальной и вертикальной плоскостях.
Такое регулирование выполняют, используя для контроля положения оборудования уровни, отвесы и теодолиты.
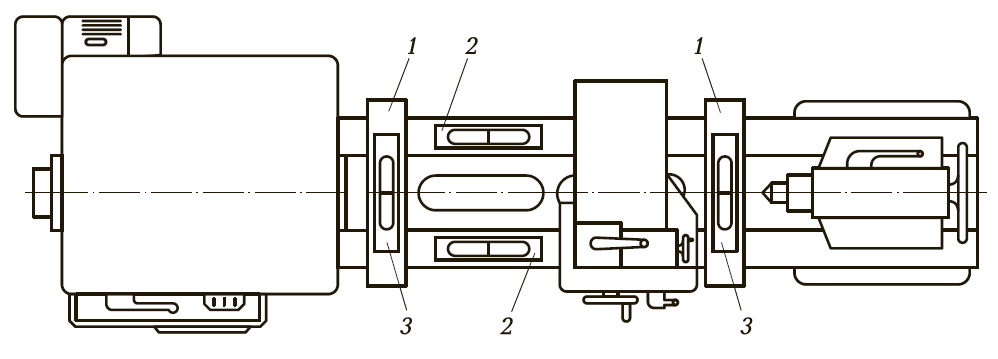
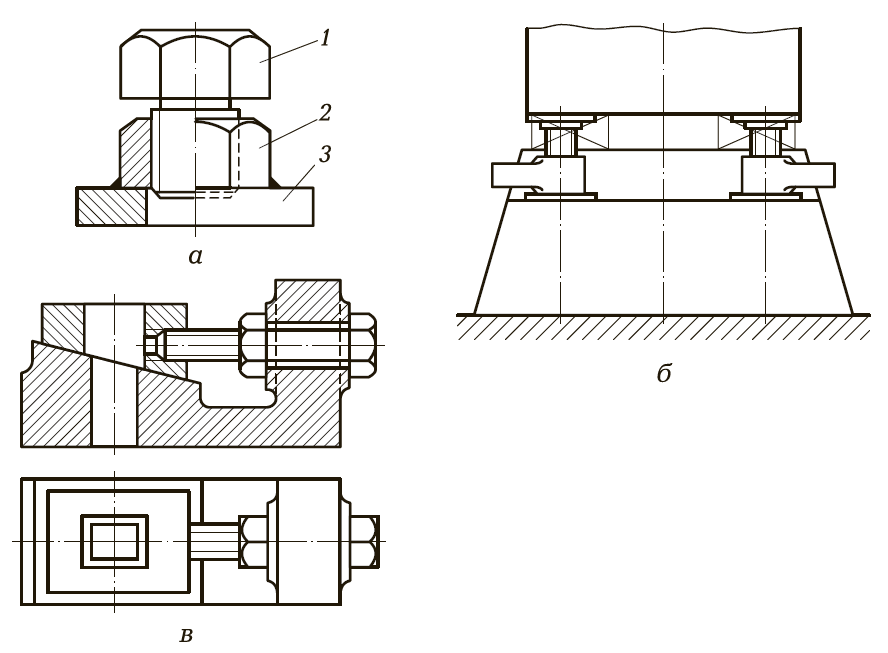
При проверке положения оборудования, например токарного станка (рис. 1), на направляющие станины устанавливают уровень 2 и по отклонению воздушного пузырька от нулевого положения определяют горизонтальность направляющих в продольном направлении, затем на направляющие станины около передней и задней бабок устанавливают измерительные мостики 1 с уровнями 3 и по положению воздушного пузырька уровней относительно нулевой отметки оценивают горизонтальность направляющих в поперечном направлении.
Рис. 1. Схема контроля положения станины токарного станка в горизонтальной и вертикальной плоскостях: 1 — измерительные мостики; 2, 3— уровни
По результатам контроля производят регулирование положения оборудования в горизонтальной и вертикальной плоскостях. Особенности регулирования зависят от способа опоры оборудования на фундамент.
Регулирование положения оборудования, устанавливаемого со сплошной опорой на подливку, осуществляется с применением различных опорных элементов, которые следует устанавливать как можно ближе к фундаментным болтам. Как правило, эти элементы располагаются в тех местах, где расположены ребра жесткости или перегородки опорной части оборудования. Если давление от массы оборудования на опорную поверхность распределяется неравномерно, то опорные элементы следует располагать в тех местах, где действующие нагрузки максимальны.
Число опорных элементов при выверке положения оборудования должно быть минимальным, но при этом должен быть выполнен ряд условий:
обеспечение устойчивого положения оборудования в процессе предварительного закрепления и подливки;
отсутствие прогиба в опорных частях оборудования под воздействием его массы или усилий предварительного затягивания фундаментных болтов.
При таком регулировании применяют отжимные регулировочные винты, установочные гайки, винтовые домкраты, комплекты металлических прокладок.
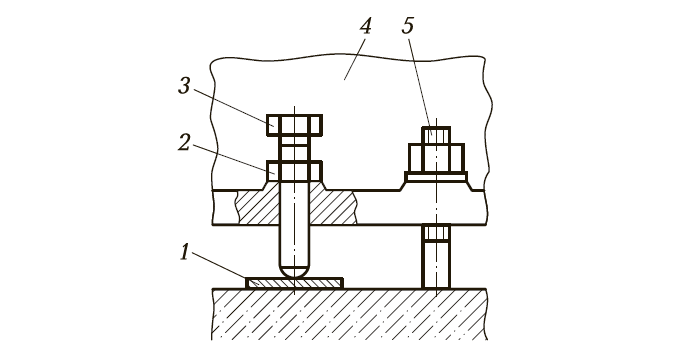
Регулирование положения оборудования при помощи регулировочных винтов производится следующим образом (рис. 2). На фундаменте размещают опорные пластины 1 в соответствии с расположением отжимных винтов 3 в опорной части оборудования 4. Места расположения опорных пластин на фундаменте должны быть тщательно выровнены в вертикальной плоскости (отклонение не должно превышать 10 мм на 1 м длины опорной поверхности).
При опускании оборудования на место установки регулировочные винты, установленные в его опорной части, должны выступать на одинаковую величину в пределах 10…30 мм. Положение оборудования регулируют поочередно всеми регулировочными винтами, добиваясь необходимого его положения в горизонтальной и вертикальной плоскостях, при этом отклонения не должны превышать 3 мм на 1000 мм длины опорной поверхности. Плотность прилегания регулировочных винтов к опорным пластинам при окончании выверки контролируется щупом толщиной 0,1 мм и их положение должно быть в обязательном порядке зафиксировано контргайками 2.
После окончания процесса регулирования необходимо произвести затяжку фундаментных болтов 5, произвести подливку оборудования бетонной смесью, а регулировочные винты и контргайки удалить. Отверстия под регулировочные винты закрывают винтовыми пробками или заливают бетонной смесью и покрывают краской, обеспечивая предупреждение попадания масла и других, разъедающих бетон веществ на фундамент.
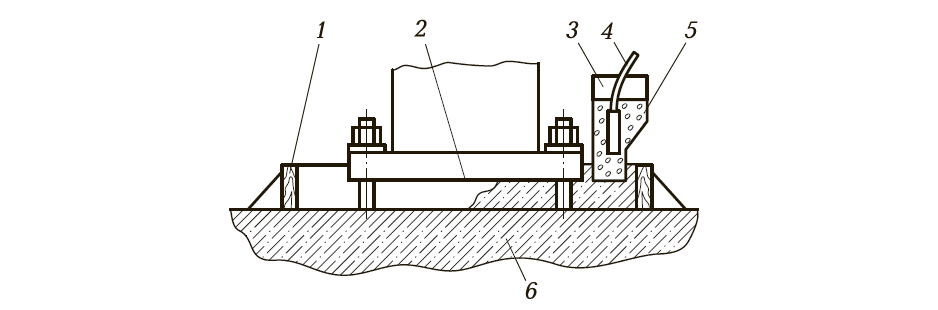
Регулирование положения оборудования регулировочными гайками выполняется с использованием предварительно установленных фундаментных болтов 2 (рис. 3), которые должны иметь увеличенную по длине (приблизительно до шести диаметров) резьбовую часть. Выверка положения оборудования на регулировочных гайках 5 производится с использованием упругих элементов, которые представляют собой тарельчатые пружины 6 либо плоские резиновые или пластмассовые шайбы.
Регулировочные гайки с упругими шайбами располагают на фундаментных болтах 2, предварительно установленных в фундаменте 4 так, чтобы верхняя часть упругого элемента была выше предполагаемой высоты опорной поверхности примерно на 2… 3 мм. После установки оборудования 3 на упругие элементы его положение регулируют за счет перемещения гаек вместе с упругими элементами. Окончательное регулирование осуществляется деформированием упругих элементов крепежной гайкой 1. После регулирования положения оборудования и его закрепления производят подливку бетонной смесью.
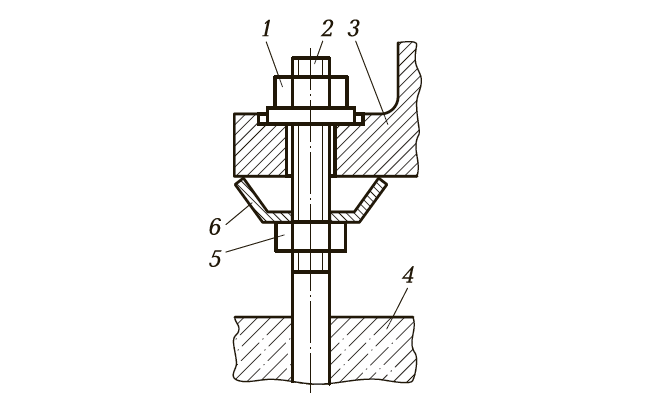
Регулирование положение оборудования может быть осуществлено регулировочными гайками по схеме, приведенной на рис. 4, без использования упругих элементов.
Рис. 4. Схема регулирования положения оборудования при помощи гайки: 1 — оборудование; 8 — фундаментный болт; 3 — крепежная гайка; 4 — регулировочная гайка; 5 — фундамент
Регулирование положения оборудования с помощью винтовых приспособлений производится с использованием винтовых опор (рис. 5, а), винтовых домкратов (рис. 5, б), регулируемых клиновых прокладок, опорных регулировочных башмаков (рис. 5, в) и некоторых других устройств.
Рис. 5. Регулировочные приспособления: а — винтовая опора: 1 — болт; 2 — гайка; 3 — пластина; б — винтовые домкраты; в — опорный регулировочный башмак
Регулировочные устройства размещают на предварительно подготовленном фундаменте и с их помощью производят предварительное регулирование положения оборудования по высоте с точностью до 1 мм, используя нивелир и рейку. После этого при помощи тех же регулировочных устройств производят окончательное регулирование оборудования, контролируя его положение поверочной линейкой и уровнем, как это было описано ранее. Затем затягивают гайки фундаментных болтов и производят подливку оборудования бетонной смесью, предварительно выгородив установочные устройства. После застывания бетонной смеси регулировочные устройства удаляют, затягивают гайки фундаментных болтов и заполняют оставшиеся ниши бетонной смесью.
Регулирование положения оборудования на комплектах регулировочных пластин применяют в случаях, когда использование других методов регулирование не представляется возможным.
Число пакетов и их расположение под опорной поверхностью оборудования выбирают таким образом, чтобы пакеты было удобно устанавливать и чтобы пакеты обеспечивали устойчивое положение оборудования при его временном закреплении до подливки бетонной смесью. Обычно таким требованиям удовлетворяют четыре пакета прокладок.
Пакеты состоят из стальных или из чугунных прокладок щиной 0,5…5 мм. Установка оборудования на проектную высоту и регулирование его положения осуществляются за счет подбора пакетов соответствующей толщины при подготовке оборудования к предварительному закреплению.
Тяжелые машины и оборудование устанавливают на фундамент, который может служить или только основанием, т.е. опорной частью оборудования, или быть жестко с ним связанным, обеспечивая оборудованию дополнительную устойчивость и жесткость.
Типы фундаментов и их назначение.
Фундамент представляет собой бетонную, бутовую или кирпичную кладку, закрепляемую в грунте. Назначение фундамента — воспринимать нагрузки, возникающие в процессе эксплуатации оборудования. Кроме того, фундамент обеспечивает быструю, точную и надежную установку оборудования на рабочем месте. Площадь фундамента, его габаритные размеры и масса определяются соответственно опорной площадью, габаритными размерами и массой устанавливаемого на нем оборудования.
При установке оборудования на фундамент необходимо руководствоваться соответствующими инструкциями, монтажными чертежами, техническими условиями.
Для изготовления фундаментов используют бетон, железобетон, кирпичную кладку и бутовую заливку. В зависимости от способа изготовления различают сборные, сборно-монолитные и монолитные фундаменты.
В зависимости от конструкции фундаменты под установку промышленного оборудования могут быть ленточными, рамными, сплошными и массивными.
Ленточные фундаменты применяют для установки оборудования средней тяжести, которое в процессе эксплуатации не испытывает больших динамических нагрузок (например, роликовые и ленточные конвейеры, металлорежущие станки и автоматические линии, оборудование для деревообработки).
Рамные фундаменты представляет собой жесткую раму, опорные стойки которой установлены в специальные гнезда, выполненные в опорной плите, и жестко заделаны в ней, например, залиты бетоном. Площадка, на которой устанавливается оборудование, образована горизонтальными элементами рамы.
Сплошные фундаменты располагаются под всей площадью цеха; они представляют собой монолитную плиту или могут иметь коробчатую форму. Такие фундаменты применяют при установке оборудования легкого типа, не создающего в процессе эксплуатации значительных динамических нагрузок (например, насосы, вентиляторы, универсальное металлорежущее оборудование, компрессоры малой и средней мощности и т.п.).
Массивные фундаменты представляют собой бетонный или железобетонный массив, форма и габаритные размеры которого соответствуют габаритным размерам и очертанию опорной части оборудования, устанавливаемого на нем. В массиве фундамента предусматривают специальные отверстия и выемки для размещения и крепления частей оборудования, а также для доступа к его отдельным узлам и механизмам в процессе эксплуатации. Массивные фундаменты могут быть двух типов: подвальные и бесподвальные. Наибольшее распространение получили массивные фундаменты бесподвального типа, так как они проще в изготовлении и, соответственно, дешевле.
Бесподвальные массивные фундаменты применяют для оборудования, которое устанавливают на отметке чистого пола первых этажей промышленных зданий.
Подвальные массивные фундаменты имеют систему технологических подвалов, предназначенных для обслуживания оборудования в процессе эксплуатации.
Массивные фундаменты как подвального, так и бесподвального типа применяют для установки тяжелого оборудования, испытывающего большие динамические нагрузки (например, прокатные станы, кузнечно-прессовое оборудование).
Установка оборудования на фундамент.
В зависимости от того, как связано оборудование с фундаментом, различают следующие варианты его установки: с креплением к фундаменту, без крепления на фундаменте, с виброизоляцией.
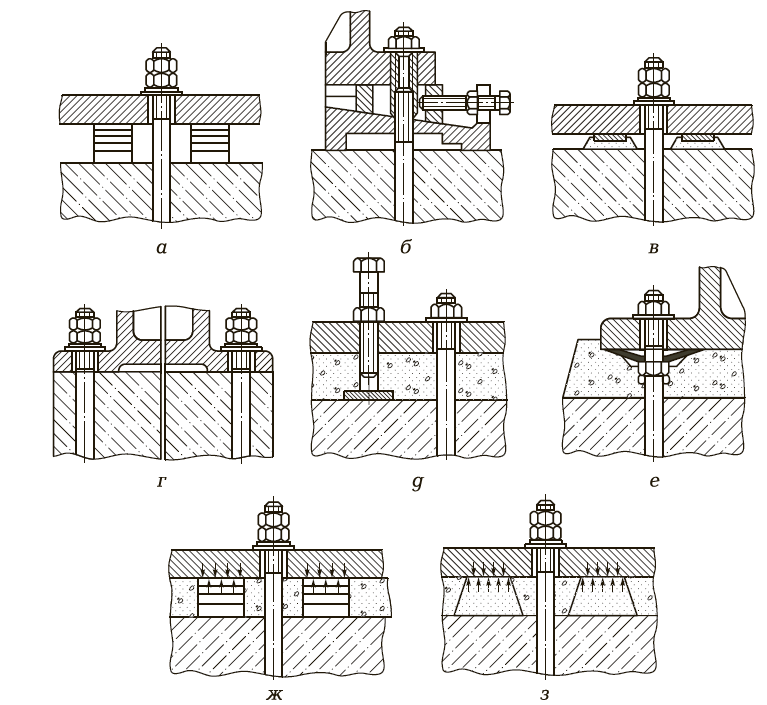
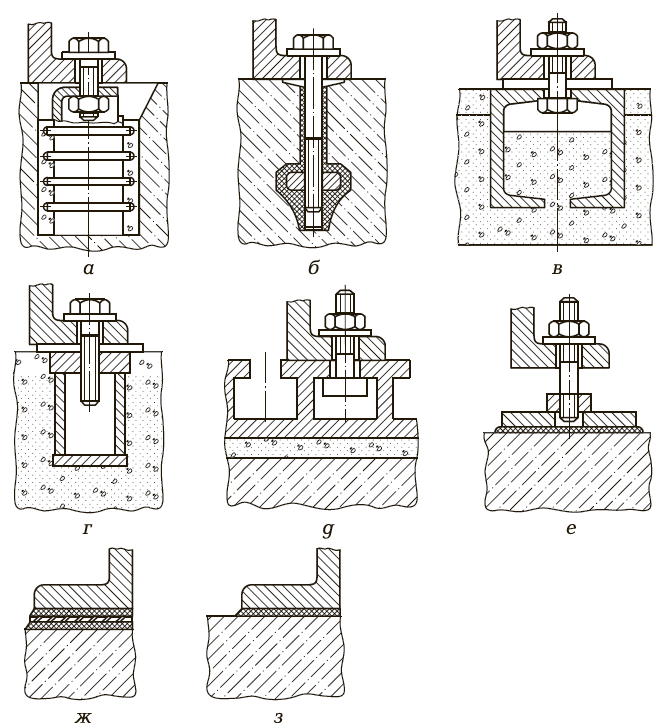
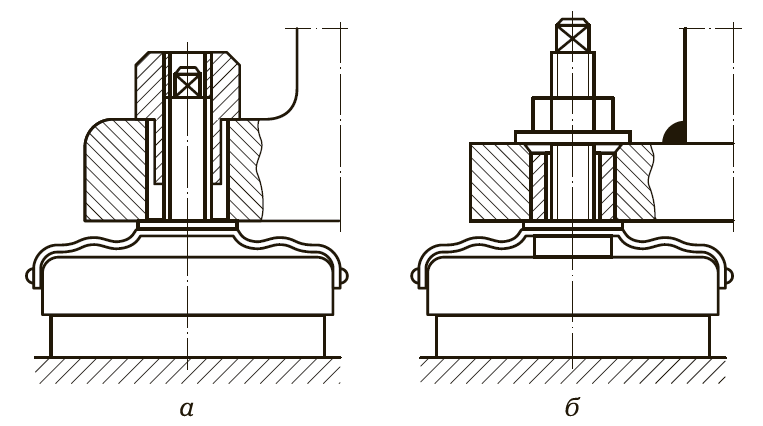
Установка оборудования с креплением к фундаменту. По характеру соединения опорных элементов корпусной детали с фундаментом различают следующие виды установки оборудования: с опорой на пакет прокладок (рис. 1, а), с использованием опорных башмаков (рис. 1, 6), с использованием бетонных опор (рис. 1, в), непосредственно на фундамент (рис. 1, г) (все эти виды установки оборудования применяют в тех случаях, когда требуется частое регулирование его положения и перестановка в процессе эксплуатации); со сплошной опорой на бетонную подливку с использованием для предварительной выверки положения оборудования временной установки отжимных винтов (рис. 1, д) или установочных гаек (рис. 1, е) (используют этот вариант для установки оборудования в тех случаях, когда требуется повышенная жесткость и надежность его закрепления на фундаменте); со смешанной опорой на подливку и опорные элементы (рис. 1, ж, з). Так устанавливают оборудование, которое необходимо закреплять на фундаменте до его подливки.
Рис. 1. Основные конструкции стыка корпусная деталь-фундамент: а — с местной опорой на пакет прокладок; б — на опорные башмаки; в — на бетонные опоры; г — непосредственно на фундамент; д — со сплошной опорой на бетонную подливку с временной установкой при выверке на отжимных винтах; е — на установочных гайках; ж, з — со смешанной опорой на подпивку и опорные элементы
Закрепление оборудования на фундаменте.
Основным способом закрепления оборудования на фундаменте является его крепление с помощью специальных фундаментных болтов.
Фундаментные болты, применяемые для закрепления оборудования на фундаменте, различают по конструкции, условиям эксплуатации и назначению, способам установки и закрепления на фундаменте.
Для фиксации положения оборудования на фундаменте и предупреждения его смещения под воздействием случайных нагрузок применяют малонагруженные, конструктивные фундаментные болты. Если в процессе эксплуатации оборудования возникают значительные нагрузки, то для его закрепления на фундаменте применяют силовые болты.
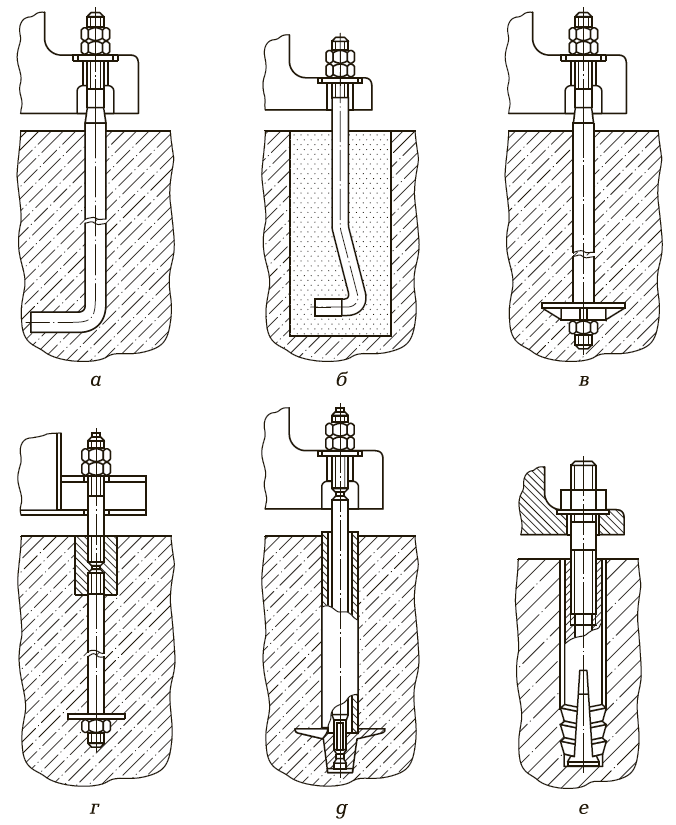
В зависимости от конструкции различают фундаментные болты изогнутые (рис. 2, а, б), с анкерной плитой (рис. 2, в), составные (рис. 2, г), съемные (рис. 2, д) и распорные (рис. 11.2, е) различных конструкций.
Устанавливают болты в специальных отверстиях, выполненных в фундаменте.
Рис. 2. Фундаментные болты: а, б — изогнутые; в — с анкерной плитой; г — составные; д — съемные; е — распорные
Упрощенные способы закрепления оборудования.
В некоторых случаях для закрепления оборудования на фундаменте возможно применение обычных болтов или шпилек с использованием специальных закладных деталей (рис. 3, а, б).
Оборудование, которое в процессе эксплуатации требует частых перестановок, устанавливают, закрепляя его к лагам (рис. 3, в, г) или к силовым полам (рис. 3, д).
Закрепление легкого оборудования на фундаменте или полу с химически стойким покрытием осуществляется путем приклеивания эпоксидными клеями специальных крепежных деталей (рис. 3, е) или приклеиванием опорной поверхности оборудования через виброизолирующую прокладку (рис. 3, ж), или непосредственно к фундаменту или к полу (рис. 3, з).
Рис. 3. Способы крепления оборудования: а, б — к специальным закладным деталям; в, г — к лагам; д — к силовому полу; е — приклеиванием крепежной детали; ж — приклеиванием опорной поверхности через виброизолирующую прокладку; з — непосредственно приклеиванием опорной поверхности
Простое по конструкции оборудование, испытывающее в процессе эксплуатации незначительные нагрузки и имеющее корпус из сварных конструкций, можно закреплять на месте постоянной работы, заливая его в бетон.
Установка оборудования с использованием виброизоляции.
Если в процессе эксплуатации оборудования необходимо уменьшить влияние возникающих при его работе динамических нагрузок на фундамент, пол или перекрытия, то установку производят на виброизолирующих опорах или на виброизолирующих ковриках. Этот метод установки применяют в тех случаях, когда необходимо изолировать оборудование в процессе его эксплуатации от внешних вибраций, передающихся от рядом расположенного оборудования или от проходящего транспорта.
Установленное с применением виброзоляции оборудование, как правило, не закрепляют. Применяемые для установки оборудования виброизолирующие опоры обладают различной жесткостью, которая выбирается исходя из массы оборудования. Места расположения виброизолирующих опор на полу или на фундаменте должны быть зачищены и выровнены.
При установке оборудования на виброизолирующие опоры их обычно прикрепляют к оборудованию на весу до установки на место постоянной работы.
После установки оборудования на фундаменте его положение выверяют, добиваясь равномерной нагрузки на опоры.
Чтобы уменьшить колебания оборудования в горизонтальной плоскости, виброизолирующие опоры крепят с использованием гаек-втулок (рис. 4, а) или при помощи обычных гаек с фиксирующими втулками (рис. 4, б).
Рис. 4. Виброизолирующие опоры с креплением гайкой-втулкой (а) и фиксирующей втулкой (б).
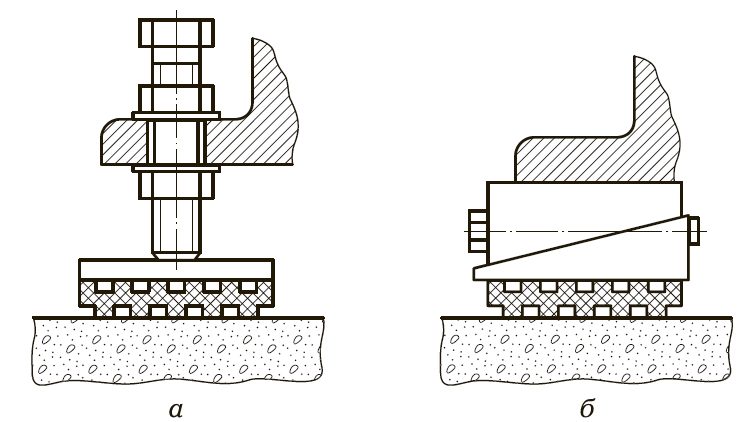
При использовании для установки оборудования виброизолирующих прокладок и ковриков их укладывают на тщательно выровненный в горизонтальной плоскости пол. При установке на виброизолирующие коврики регулирование положения оборудования осуществляют с помощью регулировочных устройств, устанавливаемых между опорной поверхностью оборудования и ковриком (рис. 5).
Рис. 5. Установка оборудования на виброизолирующих ковриках с использованием отжимных винтов (а) и регулируемых клиновых прокладок (б)
При использовании виброизолирующих опор и ковриков установка и регулирование оборудования в значительной степени упрощаются, что позволяет достаточно часто отказываться от использования фундаментов и устанавливать оборудование непосредственно на полу производственного помещения.
При установке оборудования на виброизолирующих опорах необходимо очистить пол на месте установки от пыли, грязи и масла и проверить его горизонтальность. После этого оборудование необходимо приподнять и установить на домкраты, прикрепить виброизолирующие опоры к станине так, чтобы проходной винт не упирался в крышку опоры (определяют по состоянию гофрированной пружины). Затем станок опускают на опоры и выставляют в горизонтальной плоскости, корректируя его положение регулировочным винтом, одновременно добиваясь равномерной нагрузки на опоры.
Достаточно часто машины и агрегаты поступают в эксплуатацию не сразу после сборки, причем продолжительность периода до ввода в эксплуатацию может быть довольно значительной. Чтобы предохранить детали и сборочные единицы механизмов и агрегатов от коррозии, в этот период их подвергают консервации.
Консервация готовой продукции.
Производят консервацию в помещениях с температурой не ниже 15 °C и не позднее 2 ч после подготовки поверхности к консервации. Влажность воздуха в помещении не должна превышать 70%. Не допускается прерывать работу по консервации или проводить ее в запыленной зоне. Руки рабочих, выполняющих консервацию, должны быть защищены перчатками.
Подготовка к консервации.
Прежде чем приступить к консервации, необходимо тщательно очистить от продуктов коррозии, пыли и других видов загрязнения поверхности деталей, сборочных единиц и узлов, подлежащих консервации, а затем обезжирить и просушить.
Следы коррозии удаляют мелкозернистой абразивной шкуркой, смоченной индустриальным маслом, с последующей протиркой сухой ветошью.
Обезжиривание поверхностей осуществляется водно-щелочными растворами или органическими растворителями. Выполняют обезжиривание с использованием кисти, бумажных салфеток или в специальных ваннах (для мелких изделий). Отдельные детали небольших и средних размеров рекомендуется промывать в моющих машинах или в баках.
После выполнения подготовительных работ приступают непосредственно к консервации.
Консервация.
Различают два вида консервации: промежуточную и окончательную.
Промежуточная консервация осуществляется для защиты от коррозии деталей в процессе длительной сборки или их хранения в цехах до окончательной консервации и упаковки. Производится такая консервация трансформаторным или минеральным маслом при сроке хранения 7—10 дней или ингибиторной смазкой при хранении свыше 10 дней. Перед сборкой консервирующую смазку с поверхностей деталей удаляют бензином или уайт-спиритом.
Окончательная консервация заключается в следующем. Зубчатые передачи, расположенные внутри корпусных деталей, консервируют после их окончательной обкатки. Рабочее масло из узлов сливают, а в их полости заливают смазку, ингибированную маслом НГ-203 марки С или В, После работы механизма в течение 8… 10 мин масло сливают.
Подшипники, ходовые винты, шабренные поверхности, плоскости разъема консервируют в процессе сборки смазкой ЦИАТИМ-201 или ЦИАТИМ-203.
Обработанные поверхности деталей, расположенные в труднодоступных местах, защищают в процессе сборки смазкой НГ-203, которую наносят тонким слоем толщиной 0,25…0,5 мм. Запасные части консервируют погружением на 2…3 мин в смазку НГ-203, которую предварительно нагревают до 30 °C.
Небольшие детали консервируют, заворачивая их в ингибиторную бумагу.
Качество смазки для консервации должно быть предварительно проверено в заводской лаборатории на соответствие требованиям стандартов и технических условий.
Упаковка готовой продукции.
Упаковка машины или ее частей служит для предохранения от механических повреждений и атмосферных воздействий. Обычно для упаковки используют деревянные ящики, обитые внутри водонепроницаемой бумагой. Машины больших размеров отправляют потребителям в разобранном виде. При решении вопросов о разборке необходимо учитывать наличие подъемно-транспортных средств — собственных и у потребителя.
Окраска и отделка оборудования является заключительной и весьма трудоемкой операцией общей сборки. Прежде чем приступить к окраске и отделке оборудования, необходимо произвести подготовку поверхностей деталей для выполнения этих операций.
Подготовка деталей оборудования под окраску.
Поверхности деталей оборудования перед окраской подвергают механической или химической очистке. Механическую очистку осуществляют с помощью дробеметных или пескоструйных аппаратов, пневматических молотков, пневматических или электрических шлифовальных машин, механических щеток. Химическую очистку производят при помощи растворов для травления, обезжиривания, фосфатирования в ваннах с паровым или с электрическим нагревом. После очистки детали оборудования промывают в моечных машинах, которые в ряде случаев оснащают сушильными камерами.
Окраска оборудования.
Окраска предохраняет оборудование от коррозии и придает ему декоративный вид. Процесс окраски состоит из грунтования, шпатлевки и окрашивания поверхностей, сушки и отделки окрашенных поверхностей.
Грунтование и шпатлевка поверхностей.
Грунт наносят на подготовленную поверхность для обеспечения прочного сцепления с ней последующего покрытия. Применяют масляные, битумно-масляные, нитроразбавляемые и водоразбавляемые грунты. Загрунтованную поверхность подвергают шпатлевке. Толщина слоя шпатлевки должна быть минимальной, при большой толщине слоя снижается прочность покрытия. Наибольшее распространение в машиностроении получили лакомасляные и быстровысыхающие нитрошпатлевки. Неровности зашпатлеванной поверхности удаляют шлифованием механизированным инструментом.
Окрашивание поверхностей.
Для окрашивания применяют масляные или эмалевые краски и лаки, нанося их на поверхности в один или в несколько слоев. Эмалевые краски подразделяют на масляные, нитро- и спиртовые эмали.
В зависимости от конкретных условий производства применяют различные способы окрашивания: вручную; распылением; окунанием; обливанием; в барабанах, колоколах, автоматах и других специальных установках.
Ручное окрашивание не требует предварительной защиты участков поверхности, не подвергающейся окрашиванию, но такая окраска малопроизводительна (10… 12 м2/ч) и неудобна при работе с быстровысыхающими материалами. Потери краски при этом методе составляют до 5 %. Применяют ручное окрашивание в условиях единичного производства. При тщательном его выполнении получают достаточно качественное покрытие.
Окрашивание распылением отличается от ручного большей производительностью и может применяться для нанесения защитных и декоративных покрытий на изделия различных габаритных размеров. Этот метод позволяет наносить быстровысыхающие лакокрасочные материалы (нитролаки и нитроэмали) с образованием ровного покрытия. Процесс распыления легко автоматизируется с помощью специальных установок и промышленных роботов. Различают механическое, воздушное и безвоздушное распыление и распыление в электростатическом поле.
При механическом распылении краска подается к форсункам насосом.
При воздушном распылении краска распыляется в струе сжатого воздуха и в виде «тумана» переносится на окрашиваемую поверхность. Производительность этого метода — 30…80 м2/ч, а потери краски составляют 40…50%.
При безвоздушном распылении краска в нагретом до 90 °C состоянии под давлением 20…40 МПа выбрасывается из сопла и распыляется. Этот метод позволяет применять более вязкие материалы, что сокращает расход растворителя и время сушки. Потери краски при этом составляют 25… 50 %, а производительность — до 200 м2/ч,
При распылении в электростатическом поле краска подается распылителем и переносится на окрашиваемую поверхность металлического изделия, получающего положительный заряд от источника постоянного тока высокого напряжения (распылитель имеет отрицательный заряд). Потери краски составляют менее 5 %. При использовании этого метода улучшаются условия труда, обеспечивается высокая производительность (до 50 м2/ч), а также возможность автоматизации процесса окрашивания.
Окрашивание окунанием используется, как правило, в серийном и массовом производстве. Этим методом окрашивают изделия простой формы и конструкции, окуная их в ванну и вынимая из нее. После стекания излишков краски изделие помещают в сушильную камеру. Одной из разновидностей этого метода окрашивания является метод электрофореза, который применяют в автоматизированном производстве. Сущность метода заключается в том, что окрашиваемые изделия помещают на цепной конвейер. На рабочем участке их подключают к положительному полюсу генератора и погружают в резервуар с водорастворимой краской. За 2 мин изделие покрывается слоем краски толщиной 45 мкм, не требующим последующей отделки. Условия работы безвредны для здоровья и пожаробезопасны.
Окрашивание обливанием применяют для крупногабаритных изделий с большой площадью поверхности, подлежащей окрашиванию. Этот метод может осуществляться как вручную, так и с использованием механизированного оборудования. При окрашивании обливанием изделие находится в парах растворителя определенное время, в течение которого краска растекается по поверхности ровным слоем. Покрытие получается гладким, без пор и равномерной толщины.
Окрашивание в барабанах, колоколах, автоматах и других специальных установках применяется в условиях массового производства. Этим методом окрашивают мелкие детали.
Сушка окрашенного оборудования.
Сушка — это сложный химический процесс, состоящий из испарения растворителя и окисления или полимеризации пленки. Сушка в значительной степени определяет качество лакокрасочного покрытия. Различают естественную и искусственную сушку. Естественная сушка производится при температуре 18…25°C в течение длительного времени. Искусственная сушка ускоряет процесс высыхания пленки и значительно улучшает качество покрытия. Существует несколько способов искусственной сушки:
конвекционная, которая основана на нагреве окрашенного изделия горячим воздухом в специальных сушильных шкафах. Образующаяся при этом корка препятствует испарению растворителя, что удлиняет время сушки;
лучистой энергией от рефлекторов, в которых в качестве источника тепловой энергии используют специальные лампы (производительность рефлекторной сушки в 3—5 раз превышает производительность сушки горячим воздухом);
токами высокой частоты, применяемая только в условиях массового производства;
терморегуляционная, основанная на поглощении инфракрасных лучей окрашенной поверхностью. Сушка лакокрасочного слоя в этом случае начинается с нижних слоев покрытия, в результате чего ускоряется испарение растворителя. Время сушки сокращается в 5—10 раз, а качество лакокрасочного покрытия повышается. В качестве источника излучения используют электрические лампы, имеющие форму сферических или параболических колб, внутренняя поверхность которых покрыта тонким слоем серебра, трубчатые электрические нагреватели (ТЭН) с алюминиевыми рефлекторами, в которых источником излучения является металлическая сетка, нагретая газовой горелкой или металлической спиралью.
Отделка окрашенных поверхностей.
Отделка окрашенных поверхностей включает в себя лакирование, полирование и художественное оформление окрашенных поверхностей.
Лакирование повышает стойкость покрытия и придает ему блеск. Лаковое покрытие наносят в один или в несколько слоев. Блестящая поверхность при лакировании достигается за счет полирования лакового покрытия.
Полирование лакового покрытия осуществляется фетровыми кругами с применением специальных паст.
Художественное оформление предусматривает нанесение узких линий, рисунков и фабричных знаков.