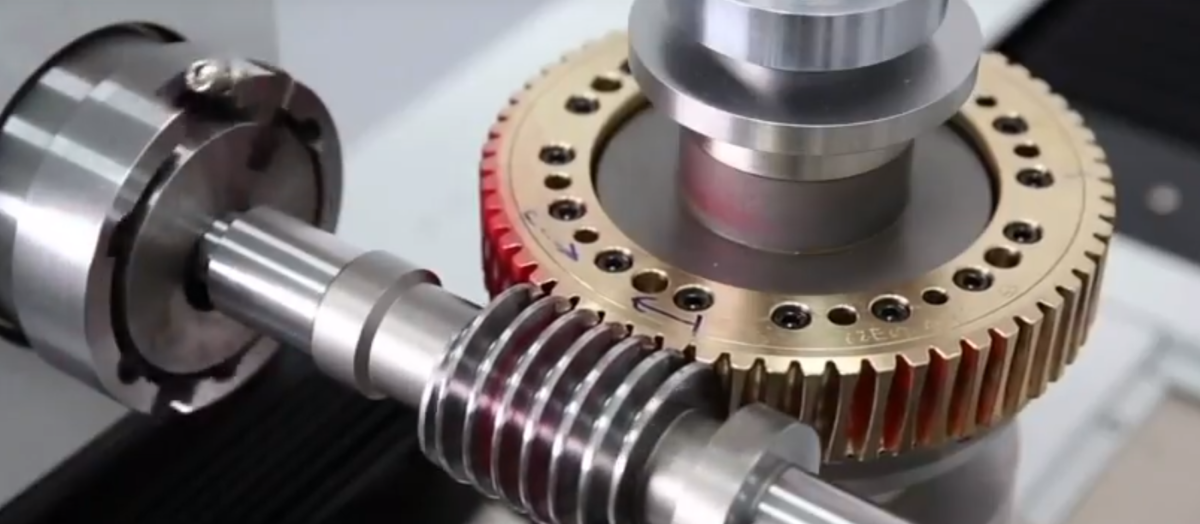
Нарезание червячных зубчатых колес производится на зубофрезерных станках червячными фрезами способами радиальной или тангенциальной подачи. Наиболее распространенным способом является нарезание с радиальной подачей, который применяется для однозаходных и, реже, двухзаходных колес (рис. 1). Обеспечивается 8—9-я степень точности и А = 15—30 мкм.
Способом тангенциальной подачи нарезаются червячные зубчатые колеса к многозаходным червякам (рис. 2). Данный способ позволист получить 9—10-ю степень точности и А = 20—40 мкм.
Нарезание зубьев червячного глобоидного колеса обычно производят за две операции: предварительное нарезание при радиальной подачей чистовое нарезание при круговой подаче. В единичном и мелкосерийном производстве применяют резцы (рис. 3), в серийном, крупносерийном и массовом — глобоидные гребенки и глобоидные фрезы.
Рис. 3. Нарезание червячных колёс резцами комбинированным способом
Нарезание червяков. В единичном, мелкосерийном и серийном производстве червяки нарезают на токарных станках. В крупносерийном и массовом производстве фрезеруются дисковыми фрезами или нарезаются с помощью вихревых головок. Обеспечивается 9-я степень точности и Rz = 10—30 мкм. Шлифование червяков осуществляется дисковыми конусными или тарельчатыми кругами с припуском 0,1—0,2 мм.
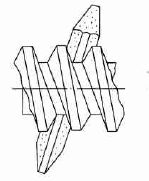
Червяки с малым модулем шлифуются на резьбошлифовальном или на токарном станке со спецустройством. В крупносерийном и массовом производстве шлифование червяков с m > 3 осуществляется на специальном червячно-шлифовальном станке коническими дисковыми кругами D > 800 мм (рис. 4).
Рис. 4. Схема шлифования червяка.
Шлифование позволяет получить 7—8-ю степень точности и Ra = 1,25—2,5мкм.
Для отделки витков червяков ответственных передач применяют притирку чугунными или фибровыми притирами, имеющими форму червячного колеса, или обкатку закаленным роликом. Они позволяют получить Ra = 0,2—0,8 мкм.
Эвольвентные червяки в единичном и мелкосерийном производстве нарезают на токарных станках с раздельной обработкой каждой стороны витка. В серийном, массовом производстве эвольвентные червяки фрезеруют фасонными дисковыми, пальцевыми фрезами и фрезами улитками. Это позволяет получить 9-ю степень точности и Rz = 10—20 мкм.
Глобоидные червяки нарезают на зубофрезерных станках с применением специальных устройств.
В единичном и серийном производствах при отсутствии зуборезных станков конические зубчатые колеса с прямым и косым зубом можно нарезать на универсально-фрезерном станке с использованием делительной головки дисковыми модульными фрезами (9-10-я степени точности, Rz=20—50 мкм). Для нарезания зубчатых колес 7—8-й (Rz = 10—20 мкм) степеней точности требуются специальные зуборезные станки.
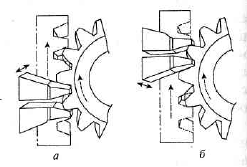
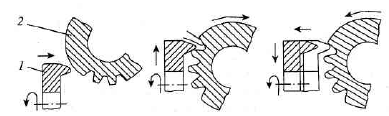
В серийном и массовом производстве прямые зубья конических колес нарезают методом обкатки — зубостроганием (рис. 1). Время нарезания зуба 3,5—30 с.
Рис. 1. Схемы расположения зубострогальных резов: а — вначале резания; б — в конце резания
При этом зубья с m > 2,5 предварительно прорезают профильными дисковыми фрезами методом деления на специальных или специализированных станках. Эти станки снабжаются специальным устройстом для установки нескольких заготовок и их автоматического поворота.
В крупносерийном и массовом производстве ля предварительного нарезания зубьев конических зубчатых колес применяют зуборезные станки для одновременного фрезерования трех заготовок с автоматическим делением, остановом, подводом и отводом стола.
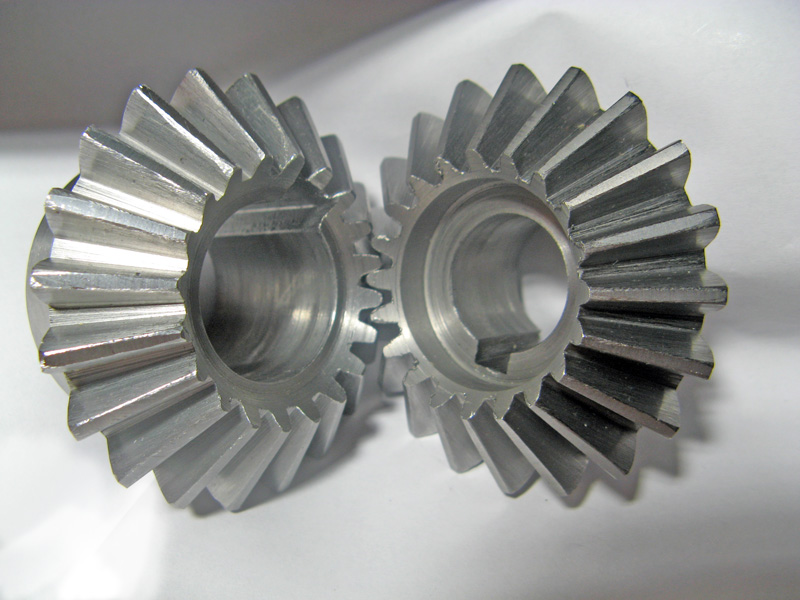
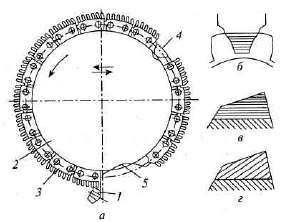
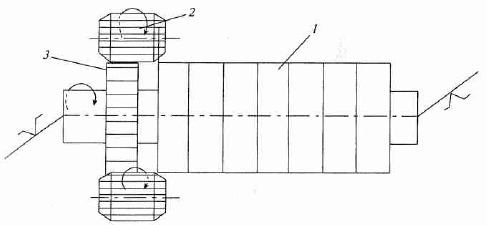
В массовом производстве для обработки прямых зубьев небольших конических колес применяют производительный метод — круговое протягивание зубьев на специальных зубопротяжных станках (рис. 2).
Рис. 2. Схема нарезания зубьев прямозубых конических колес методом кругового протягивания: а — направление линий резцов; б— в поперечном сечении зуба при черновом зубонарезании; в — по длине зуба при получистовом зубонарезании; г — по длине зуба при чистовом зубонарезании
Режущим инструментом служит круговая протяжка 2, состоящая из нескольких секций, черновых 3 и чистовых 4 резцов.
При черновом и получистовом нарезании протяжка имеет поступательное движение от вершины начального конуса к его основанию, а при чистовом — в обратном направлении. За один оборот она полностью обрабатывает одну впадину.
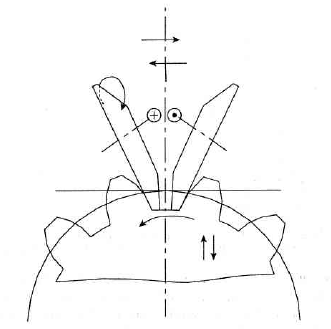
Нарезание конических зубчатых колес с криволинейными зубьями: производится на специальных станках, работающих методом копирования и обкатки (рис. 3).
Обработку зубьев можно производить методом копирования: протягиванием, накатыванием, шлифованием, фрезерованием дисковыми и пальцевыми фрезами или методом обкатки: червячными фрезами строганием, и долбяками, накатыванием, шлифованием, шевингованием, притиркой.
Нарезание зубьев модульными дисковыми и пальцевыми фрезами заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульными фрезами. Такие фрезы изготавливают набором из 8 или 15 шт. для каждого модуля. Обычно применяют набор фрез из 8 шт., обработка которыми позволяет получить зубчатые колеса 9-й степени точности. Такое количество фрез в каждом наборе необходимо потому, что каждая фреза набора предназначена для определенного интервала числа зубьев.
Дисковыми модульными фрезами можно нарезать как прямые, так и косые зубья с малым и большим модулем. Пальцевыми модульными: фрезами нарезают зубья средних и крупномодульных цилиндрических шевронных колес, реек и др. Обработка зубьев цилиндрических 3убчатых колес дисковыми и пальцевыми модульными фрезами производится на горизонтально- и вертикально-фрезерных станках в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков. Метод малопроизводительный, дает 9—11 квалитет, Rz = 60—80 мкм.
Нарезка зубьев червячными фрезами имеет более высокую производительность и наибольшее распространение, получаемая точность 8—9-й степеней и А = 20—40 мкм. Процесс производится на зубофрезерных станках червячными фрезами и может применяться как для прямых, так и косых зубьев.
Зубчатые колеса с модулем < 2,5 мм нарезают за один ход начисто, с модулем > 2,5 мм нарезают начерно и начисто в два и даже в три хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы для повышения производительности.
Зубодолбление долбяками применяют для черновой и чистовой обработки зубчатых колес с внутренним зацеплением и закрытых зубчатых венцов с внешним зацеплением.
Обычные зубчатые колеса средних модулей (2,5—5 мм) пелесообразно предварительно обрабатывать на зубофрезерных станках, а чистовую обработку на зубодолбежных станках с m > 5 мм экономичнее обрабатывать на зубофрезерных станках, с m < 2,5 мм на зубодолбежных станках. Зубодолбление позволяет получить 7—8 степени точности и Rz = 10—20 мкм.
В индивидуальном производстве для неточных зубчатых колес и в условиях ремонта при отсутствии зуборезных станков зубья можно обработать на долбежном или строгальном станках фасонными резцами.
Протягивание зубьев может быть использовано в крупносерийном и массовом производстве для протягивания зубьев зубчатых секторов.
Накатывание зубьев в 15—20 раз производительнее зубонарезания. Зубья модулем до 1 мм накатываются в холодном состоянии, > 1 мм — в горячем состоянии.
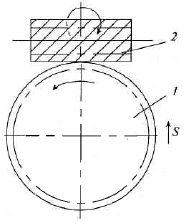
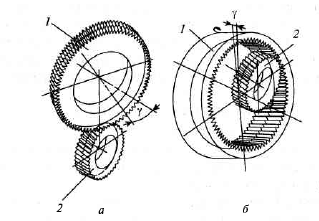
В холодном состоянии мелкомодульные зубчатые колеса в условиях единичного, мелкосерийного и серийного производств могут накатываться на токарных станках с продольной подачей (рис. 1).
В крупносерийном и массовом производстве накатывание производится на специальных станках плоскими рейками.
Достигаемая степень точности — 8, шероховатость Ra = 1,2— 2,0 мкм.
Горячее накатывание может производиться как с радиальной, так и продольной подачей. Применяется в крупносерийном и массовом производстве и осуществляется на специальных модульных станках. Нагрев заготовки осуществляется ТВЧ до 1000—1200 °С за 20—30 с до накатывания.
Шевингование — это метод чистовой отделки зубьев зубчатых колес, заключающийся в процессе обкатывания зубчатого колеса с шевером при наличии продольной подачи. Режимы: припуск 0,04— 0,03 мм; скорость вращения шевера v = 100 м/мин; продольная подача Sпр = 0,15—0,3 мм, поперечная подача S = 0,02—0,04 мм на 1 ход стола. Шевингование повышает точность предварительной обработки на 1—2 степени и позволяет получить шероховатость Ra = 0,6—1,0 мкм.
Шевингование применяется в серийном, крупносерийном и массовом производствах в основном для отделки зубьев до термообработки.
Шлифование зубьев применяется для отделки зубьев после термообработки
Шлифование зубьев с эвольвентным профилем производится методом копирования и методом обкатки.
Метод копирования, осуществляемый фасонными кругами, более производительный, но менее точный. Он применяется в крупносерийном и массовом производствах.
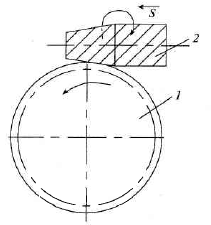
Шлифование зубьев методом обкатки производится одним или двумя тарельчатыми кругами на зубошлифовальных станках (рис. 2).
Рис. 2. Шлифование зубьев двумя тарельчатыми кругами
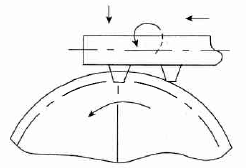
Зубохонингование применяется для чистовой обработки зубьев за каленных цилиндрических колес внешнего и внутреннего зацепления (рис. 3).
Зубчатое колесо осуществляет вращательное и возвратно поступательное движение. Обработка производится на специальных зубохонинговальных станках с режимами: частота вращения хона 180—200 мин-1; подача стола 180—210 мм/мин, число ходов стола 4—6. Время хонингования обычного зубчатого колеса составляет 30—60 с.
Хонингование зубьев позволяет уменьшить шероховатость их поверхности до Ra = 0,32 мкм.
Рис. 3. Зубохонингование цилиндрических колес: хоном с внешним зацеплением; — хоном с внутренним зацеплением; 1— хон; 2 — зубчатое колесо
Притирка зубьев (ляппинг-процесс) широко применяется для чистовой окончательной отделки зубьев после термообработки вместо шлифования. Процесс притирки заключается в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Кроме того, обычно колесо имеет осевое возвратно-поступательное перемещение.
Притирка позволяет получить Ra = 0,1 мкм и исправить небольшую погрешность. При наличии значительных погрешностей зубчатые колеса необходимо сначала шлифовать, а затем притирать.
Закругление зубьев необходимо производить у зубчатых колес, переключающихся на ходу, для облегчения их включения. Процесс закругления производится специальными пальцевыми фрезами на зубозикругляющих станках.
Пальцевая фреза вращается и одновременно имеет возвратно-поступательное движение, зубчатое колесо имеет вращательное движение (рис. 4).
Для обеспечения требуемой точности механической обработки необходимо принять меры для уменьшения возникающих погрешностей. С этой целью применяют следующие принципы выбора баз: а) принцип постоянства баз заключается в том, что при возможно большем числе операций используется одна и та же база. При этом на последующих операциях исключается влияние погрешностей взаимного расположения технологических баз на точность изготовления детали. б) принцип совмещения баз заключается в том, что в качестве технологических баз используют конструкторские и измерительные базы.
Возможность совмещения технологической, измерительной и конструкторской баз при обработке детали должна учитываться конструктором в процессе проектирования и технологом при разработке те.
В технологии установочные (технологические) базы разделяются на: черновые, промежуточные и окончательные.
Черновые базы используются на первых операциях обработки, когда ещё нет обработанных поверхностей на заготовке. Они служат для создания промежуточных установочных баз, а часто сразу окончательных, которые служат для проведения отделочных (финишных) операций. При выборе базовых поверхностей по ходу проведения ТП следует придерживаться следующих рекомендаций:
Всемерно использовать принцип совмещения и постоянства баз.
Придерживаться правила шести точек, т.е. обеспечить устойчивость и жёсткость установки, необходимую ориентацию её в приспособлении.
Черновую базу используют, как правило, однократно – на первой установке (для заготовок полученных точными методами литья и штамповки это правило не обязательно). За черновые базы применяют поверхности с наименьшим припуском на обработку. При выборе черновой поверхности за базовую следует выбирать ту поверхность, которая остаётся необработанной в готовом изделии.
На первых операциях ТП обрабатывают основные базовые поверхности (чистовые базы) или искусственные базовые поверхности.
Чистовые установочные базы должны быть базами конструкторскими (это исключает погрешность базирования); должны иметь наибольшую точность формы и размеров, малую шероховатость.
В зависимости от сложности детали имеется несколько схем базирования: 1. Заготовку базируют на необработанные поверхности и за одну операцию проводят полную обработку (на автоматах, агрегатных станках и т.п.). 2. Заготовку базируют при большей части операции на обработанные, несменяемые поверхности, подготовленные на первых операциях с базированием на черновые базы. Эта схема используется на более сложных деталях, обрабатываемых в несколько установов. 3. То же, что и в пункте 2, но перед последней операцией базовые поверхности обрабатываются окончательно. Используется эта схема при сложных деталях высокой точности. 4. Заготовку базируют на различные обработанные поверхности. Схема нежелательная, используется на деталях с особыми требованиями. 5. Базирование заготовки с повторной (многократной) обработкой последовательно сменяемых баз. Пример: шлифование бруска (предварительное и окончательное) на магнитной плите с последовательным перевёртыванием заготовки.
При выборе технологических баз необходимо придерживаться основных принципов, а также: – при вынужденной смене баз следует переходить от менее точной и более точной базе (принцип последовательной смены баз). – следует использовать типовые схемы установки.
Фрезерование в массовом производстве совершенно вытеснило применявшееся ранее строгание и частично долбление. При обработке фрезерованием можно обеспечить значительно большую производительность, чем при строгании, так как посредством многолезвийного инструмента можно обрабатывать в единицу времени значительно большую поверхность, чем при обработке однолезвийным инструментом — резцом.
Повышение производительности при фрезеровании достигается также увеличением числа одновременно обрабатываемых заготовок и одновременно работающих режущих инструментов, сокращением продолжительности рабочих и холостых ходов обрабатываемой заготовки и инструмента.
Основными способами фрезерования, обеспечивающими повышение производительности обработки, являются:
параллельное, т.е. одновременное, фрезерование нескольких заготовок или нескольких поверхностей одной заготовки. Это может быть осуществлено установкой на одной оправке соответствующего числа цилиндрических, дисковых и фасонных фрез или торцовых фрез на различных шпинделях, а также с помощью одной торцовой фрезы большого диаметра или одной цилиндрической фрезы достаточной длины. При таком фрезеровании рез ко сокращается трудоемкость обработки вследствие совмещения машинного времени отдельных переходов и уменьшения вспомогательного времени;
последовательное фрезерование нескольких заготовок установленных в ряд на столе станка (или нескольких поверхностей одной заготовки), по мере их подвода к фрезе в процессе рабочего движения стола станка. В этом случае резко сокращается вспомогательное время, так как оно перекрывается машинным временем;
параллельно-последовательное фрезерование, при котором одновременную обработку нескольких заготовок (или нескольких поверхностей одной заготовки), установленных в один или несколько рядов на столе станка, комбинируют с последовательной обработкой. Применение этого способа наряду со снижением трудоемкости благодаря сокращению вспомогательного времени позволяет резко снизить машинное время;
фрезерование на поворотных столах и приспособлениях. В этом случае трудоемкость обработки уменьшается вследствие совмещения большой части вспомогательного времени с машинным, так как снимают обработанную заготовку и устанавливают новую во время фрезерования детали на другой позиции стола или в приспособлении;
фрезерование с подачей в обе стороны (маятниковая подача). Этот способ обработки является разновидностью предыдущего, его применяют для небольших поверхностей длинных заготовок, для которых использование поворотных устройств затруднено;
непрерывное фрезерование заключается в том, что обрабатываемые заготовки устанавливают на круглом не прерывно вращающемся столе или в барабанном устройстве и фрезеруют торцовыми фрезами, установленными на шпинделях станка. При таком фрезеровании штучное время может быть очень близким или равным машинному времени.
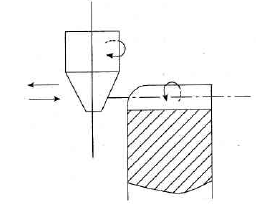
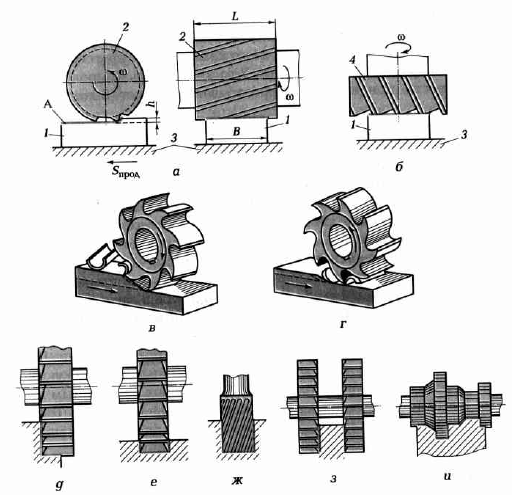
Рис. 1. Схема фрезерования плоских поверхностей: а— цилиндрической фрезой; 6 — торцевой фрезой: в — встречное; г — попутное д- вертикальной плоскости и паза дисковой трехсторонней фрезой; ж — паза концевой фрезой: з — боковых плоскостей двумя торцовыми фрезами; и — сложного профиля набором фрез
Обработку плоских поверхностей фрезерованием производят цилиндрическими или торцовыми фрезами. При обработке плоской поверхности А заготовки 1 цилиндрической фрезой 2 (рис. 1, а) используют горизонтельно-фрезерные станки, на которых заготовку располагают горизонтально. Длина L фрезы при этом должна быть несколько больше ширины В обрабатываемой плоскости. Фреза 2 вращается с угловой скоростью, а заготовка 2 вместе со столом 3 станка перемещается с продольной подачей Sпрод. При этом снимается припуск h.
Обработка плоских поверхностей торцевой фрезой 4 (рис. 1, б) точнее и производительнее по сравнению с фрезерованием цилиндрической фрезой. Для фрезерования широких плоскостей применяют крупные торцевые фрезы со вставными резцами. При обработке заготовок из цветных материалов (алюминий и его сплавы) применяют однозубые торцевые фрезы. Такие фрезерные операции рассчитывают на выполнение за один проход. Движение подачи заготовки 1, жестко связанной со столом 3, может быть прямолинейным или круговым в зависимости от типа станка и стола.
При большом выпуске деталей применяют одновременную обработку нескольких деталей, используя всю площадь стола станка и его большой ход.
На фрезерных станках плоские поверхности можно обрабатывать цилиндрическими фрезами при движении стола станка с закрепленной заготовкой навстречу направлению вращения фрезы, т.е. методом встречного фрезерования (рис. 1, в) или в том же направлении методом попутного фрезерования (рис. 1, г). В обоих случаях стружка, снимаемая каждым зубом фрезы, имеет форму запятой, но в первом случае толщина стружки постепенно увеличивается в процессе резания, а во втором уменьшается.
Достоинство встречного фрезерования заключается в плавном увеличении нагрузки на зуб и во врезании зубьев в металл под коркой. Недостатком этого метода является стремление фрезы оторвать заготовку от поверхности стола.
Точность фрезерования зависит от типа станка, инструмента, режимов резания и других факторов. При фрезеровании может быть достигнута точность 8-то, 11-го квалитетов, а при скоростном и тонком фрезеровании — 6-го, 7-го квалитетов. Шероховатость поверхности при чистовом фрезеровании может быть 4—6-го классов.
На рис. 1, д-и приведены различные виды обработки на фрезерных станках.
Точность фрезерования зависит от типа станка, режущего инструмента, режима резания и других факторов. В обычных условиях точность обработки при фрезеровании достигает 7-го, 8-го квалитетов при скоростном фрезеровании и 6-го квалитета при тонком фрезеровании.