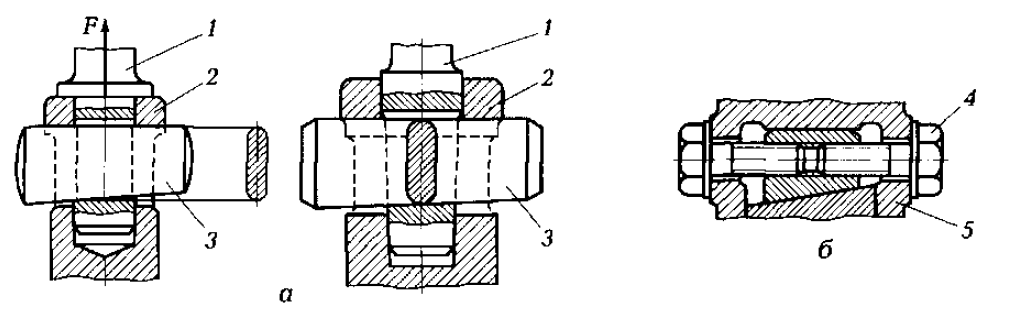
Клиновое соединение (рис. 1) состоит из стержня, втулки и клина. Соединяющей деталью является клин, который вставляется в сквозные прорези вала и втулки.
Рис. 1. Клиновые соединения: а — силовые; б — установочные; 1 — стержень; 3 — втулка; 3 — клин; 4 — винт; 5 — корпус; F — усилие предварительного натяга
В зависимости от назначения различают силовые (рис. 1, а) и установочные (рис. 1, б) клиновые соединения. В силовых соединениях клинья служат для прочного соединения деталей машин и механизмов, а в установочных они предназначены для установки деталей в нужном положении и регулирования этого положения. В силовых соединениях клин устанавливают на место, забивая его или затягивая с помощью винта.
В зависимости от способа сборки различают напряженные и ненапряженные клиновые соединения, но чаще применяют первые, так как в клиновых соединениях, в большинстве случаев, действуют знакопеременные нагрузки. Предварительный натяг в напряженных клиновых соединениях достигается или за счет заплечиков на стержне 1, или за счет посадки хвостовика во втулке 2 на конусе (см. рис. 1, а). Клин 3 удерживается в основном за счет сил трения. Для надежного удерживания клина в силовых соединениях его уклон должен быть сравнительно небольшим (1:100, 1:40 или 1:30).
Штифтовые соединения.
Штифтовое соединение (рис. 2) — разновидность клинового соединения. Крепежной деталью в нем является штифт, представляющий собой конический или цилиндрический стержень с гладкими поверхностями (рис. 2, а), на которых иногда выполняются выточки, канавки или отверстия. Штифты служат для передачи небольших крутящих моментов, а также для обеспечения точного взаимного расположения соединяемых между собой деталей. Конические штифты имеют конусность 1:50 и могут использоваться многократно.
Цилиндрические штифты удерживаются в отверстии за счет натяга, поэтому при многократном использовании нарушается плотность их посадки и точность установки.
Рис. 2. Штифтовые соединения: а — гладким штифтом; б — разводным штифтом; в — штифтом с резьбой
Для повышения надежности установки применяют разводные (рис. 2, б) и резьбовые (рис. 2, в) штифты.
Недостатком штифтовых соединений является то, что отверстия в валу и во втулке необходимо сверлить и развертывать одновременно, так как при раздельном сверлении они, как правило, не совпадают.
Считается, что нормальный натяг в штифтовом соединении может быть получен, если штифт, вставляемый в отверстие вручную без применения каких-либо инструментов, входит в него на 70… 75 % длины. Устанавливают штифты с помощью молотка, используя оправку, или на прессе. Для того чтобы при разборке штифт можно было легко удалить, его тонкая часть должна несколько выступать над поверхностью сопрягаемых деталей.
Для соединения ступицы с валом вместо шпонок часто используют выступы на валу, входящие в соответствующие пазы в ступице. Такие выступы и пазы называют шлицами, а соединение — шлицевым. По сравнению со шпоночными соединениями шлицевые соединения обладают рядом преимуществ:
обеспечивают передачу больших крутящих моментов благодаря значительной поверхности контакта соединяемых деталей и равномерному распределению давления по этой поверхности;
более точно центрируют ступицу на валу;
обеспечивают лучшее направление при перемещении ступицы по валу;
обеспечивают большую прочность вала при одном и том же наружном диаметре.
Типы шлицевых соединений.
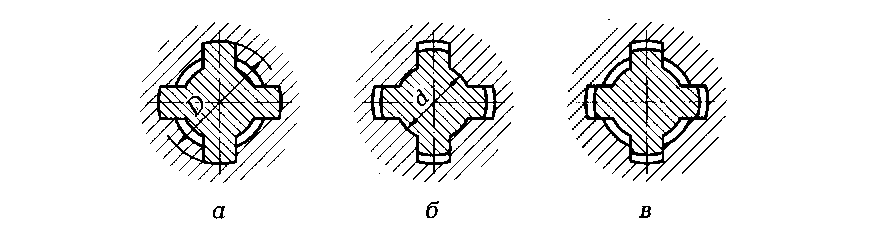
В зависимости от профиля зубьев различают шлицевые соединения с прямобочными (рис. 1, а), эвольвентными (рис. 1, б) и треугольными (рис. 1, в) шлицами.
Рис. 1. Типы шлицевых соединений: а — прямобочные; б — эвольвентные; в — треугольные
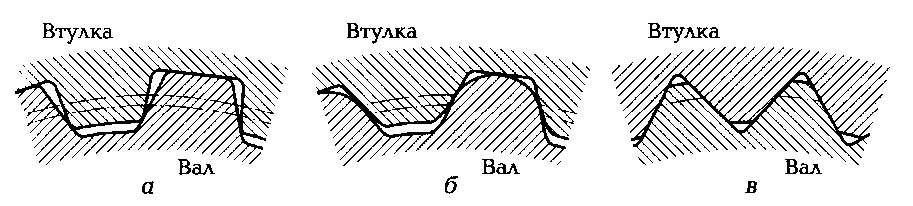
Прямобочные шлицевые соединения получили наиболее широкое распростанение. Соосность вала и втулки (центрирование) в этом соединении осуществляется по наружному и внутреннему диаметрам и по боковым граням. Каждый из этих методов центрирования имеет свои достоинства и недостатки.
Рис. 2. Способы центрирования шлицевых соединений по наружному (а) и внутреннему (б) диаметрам и по боковым граням (в): D — наружный диаметр шлицов; d — внутренний диаметр шлицов.
При центрировании по наружному диаметру (рис. 2, а) посадочными поверхностям являются наружная и боковые поверхности шлицов, по внутреннему диаметру шлицов имеется зазор. Вал по наружному диаметру шлифуется, пазы во втулках протягиваются. Применяют этот метод центрирования в тех случаях, когда наружная деталь не обрабатывается термически. При центрировании по внутреннему диаметру (рис. 2, б) посадочные поверхности — внутренняя цилиндрическая и боковые поверхности шлицов, по наружному диаметру шлицов имеется зазор. У вала шлифуется впадина и боковые поверхности шлицов. У охватывающей детали шлифуют внутренний диаметр. Применяют для соединений, детали которых подвергаются термической обработке.
При центрировании по боковым граням (рис. 2, в) зазоры имеются по наружному и внутреннему диаметрам шлицов. Применяют при большом количестве шлицов в тяжело нагруженных соединениях. Центрирование деталей в соединении хуже, чем в предыдущих случаях.
Эвольвентное шлицевое соединение применяют с центрированием по боковым поверхностям шлицов и наружному диаметру. К преимуществам эвольвентного шлицевого соединения по сравнению с прямобочными соединениями относятся более высокая прочность шлицов и их более простое и дешевое изготовление. Однако, в связи с тем что протяжки для обработки шлицевых отверстий в ступице дороги, эти соединения имеют ограниченное применение.
Треугольное шлицевое соединение используется для передачи небольших крутящих моментов, его центрируют только по боковым поверхностям шлицов.
Входной контроль деталей шлицевого соединения.
Перед сборкой детали шлицевого соединения подвергают контролю: проверяют визуально детали шлицевого соединения на наличие задиров, дробления или заусенцев; определяют соответствие параметров шлицов и пазов под них требованиям технических условий, используя инструментальные методы контроля.
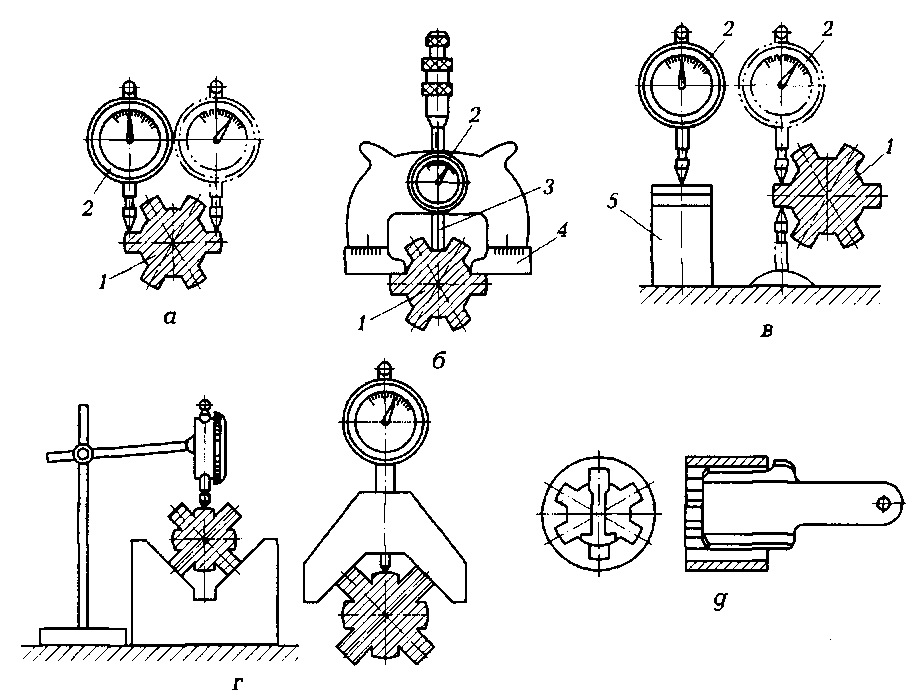
Положение шлицов и пазов относительно центрирующего диаметра (рис. 3, а) проверяют, вводя измерительную ножку индикатора 2 в контакт с боковой поверхностью шлица вала 1, установленного в центрах (стрелку отсчетного устройства индикатора устанавливают в нулевое положение). Затем вал поворачивают на 180°, а измерительную ножку индикатора приводят в соприкосновение с боковой поверхностью шлица, расположенного на противоположной первому шлицу стороне вала. По разности показаний отсчетного устройства индикатора определяют величину смещения оси шлица относительно оси центрирующего диаметра. При этом методе измерения не учитывается отклонение толщины шлица, шага и профиля от номинальных значений.
Рис. 3. Схемы контроля шлицевых соединений; а — измерение смещения оси шлицов в центрах индикатором; б — измерение смещения оси шлицов специальным приспособлением; в — наиболее точное измерение оси смещения шлицов; г — контроль эксцентричности диаметра вала; д — контроль эксцентричности диаметра отверстия; 1 — шлицевой вал; 2 — индикатор; 3 — измерительный наконечник; 4 — измерительный прибор; 5 — блок концевых мер длины
Определить смещение оси шлица относительно центрирующего диаметра можно, используя специальное приспособление 4 (рис. 3, б), которое устанавливают опорными поверхностями на боковые поверхности шлицов, а измерительным наконечником 3 на центрирующий диаметр. В процессе измерения вал, закрепленный в центрах, поворачивают и отсчетное устройство индикатора 2 показывает величину отклонения проверяемого параметра.
Наиболее точно определить величину смещения оси шлица относительно центрирующего диаметра можно по схеме, показанной на рис. 3, в. При использовании этой схемы измерения шлицевой вал 1 устанавливают в центрах делительной головки. Индикатор 2 предварительно настраивают на номинальный размер при помощи блока концевых мер длины 5. Затем устанавливают деталь по индикатору так, чтобы боковая поверхность шлица была параллельна плоскости плиты, после этого индикатор переносят на другую сторону, а деталь поворачивают на 180°. Полуразность показаний будет равна величине смещения оси шлица относительно оси вала.
Эксцентричность диаметров шлицевых деталей определяют так, как это показано на схеме, приведенной на рис. 3, г, а шлицевых отверстий — специальным шаблоном (рис. 3, д).
Сборка шлицевых соединений.
Шлицевые соединения, в которых сопряжение деталей осуществляется посадками с натягом или переходными посадками, собирают с использованием специальных оправок и приспособлений для напрессовки охватывающей детали на вал. Наиболее рациональным при этом является использование пресса.
Сборка шлицевого соединения ударным методом, т.е. при помощи молотка, не допускается, так как может привести к перекосу охватывающей детали на валу вследствие неравномерности нанесения ударов.
Если посадка охватывающей детали на вал осуществляется со значительными натягами, то рекомендуется эту деталь нагреть до температуры 80… 120 °C (например, в масляной ванне).
После установки охватывающей детали на валу рекомендуется проверить ее осевое и радиальное биение. С этой целью вал с охватывающей деталью закрепляют в центрах, а величину биения определяют при помощи индикатора часового типа, установленного на стойке.
Подвижные шлицевые соединения проверяют на легкость перемещения охватывающей детали относительно вала и наличие качки этой детали на валу. Если соединение собрано правильно, то охватывающая деталь перемещается вдоль вала легко, плавно, без заедания.
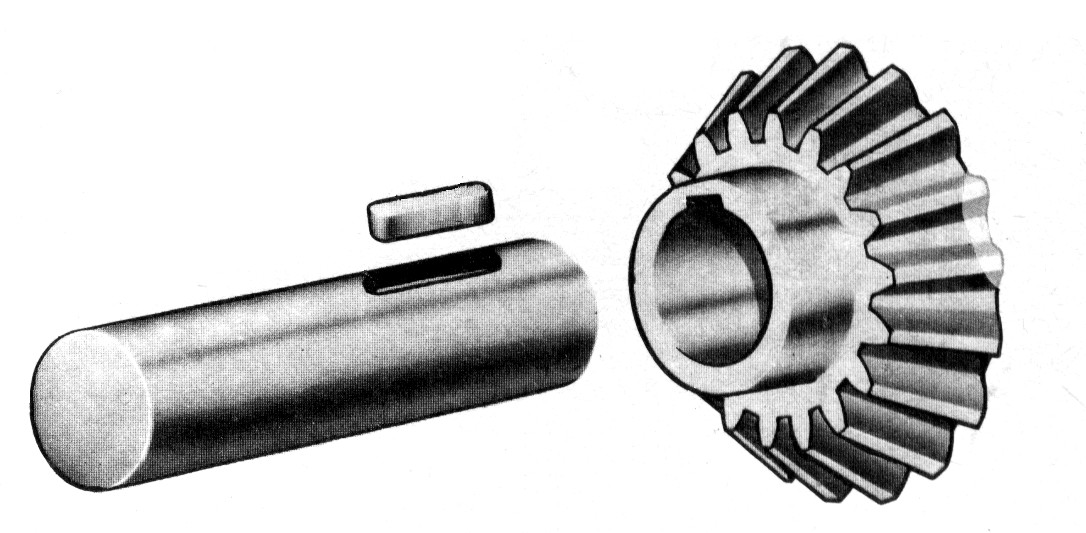
Шпоночные соединения образуются шпонкой — металлическим стержнем, находящимся одновременно в пазах вала и устанавливаемой на него детали (ступицы). Шпонки служат для передачи крутящего момента от вала к ступице или, наоборот, от ступицы к валу. Кроме того, шпонки обеспечивают фиксацию ступицы на валу в осевом положении. По условиям эксплуатации шпоночные соединения подразделяются на напряженные и ненапряженные. Напряженными называют соединения, в которых при отсутствии внешних сил и моментов постоянно действуют внутренние силы упругости, возникающие в результате предварительного затягивания.
В зависимости от конструкции различают шпоночные соединения с призматическими, сегментными, направляющими, скользящими и клиновыми шпонками, каждое из которых имеет свои достоинства и недостатки.
Призматические шпонки имеют прямоугольное сечение, противоположные грани у них параллельны. Работают эти шпонки боковыми сторонами. Призматические шпонки изготавливаются в двух исполнениях: с закругленными и плоскими торцами. Соединение шпонки с валом неподвижное напряженное. В паз ступицы шпонка входит с зазором.
Сегментные шпонки подобно призматическим работают боковыми гранями. При необходимости по длине вала могут устанавливаться две, а иногда и три шпонки. К достоинствам сегментных шпонок относится простота изготовления как самих шпонок, так и пазов под них, к недостаткам — необходимость изготовления глубоких пазов в валах, что снижает прочность последних. В связи с этим сегментные шпонки применяют только для передачи сравнительно небольших моментов.
Направляющие шпонки применяют в тех случаях, когда ступица должна иметь возможность перемещаться вдоль вала. Такие шпонки крепят к валу при помощи винтов. Для крепления шпонки к валу в ней выполняют два отверстия, имеющих углубления под головки винтов. Еще одно отверстие выполняется в шпонке для подвода смазки. Соединение шпонки с пазом вала неподвижное плотное, а с пазом ступицы — свободное с зазором,
Скользящие шпонки применяют вместо направляющих в тех случаях, когда требуется значительное перемещение ступицы вдоль вала. Шпонка имеет цапфу, которая входит в отверстие, выполненное в ступице, перемещаемой вдоль вала. При изменении положения ступицы на валу шпонка перемещается вместе со ступицей по пазу вала.
Клиновые шпонки в совокупности с валом и ступицей образуют напряженное соединение. Они представляют собой клин прямоугольного сечения с уклоном 1:100, Работают такие шпонки широкими гранями и обеспечивают неподвижное крепление детали на валу. Клиновые шпонки плохо центрируются, поэтому применяются только для неответственных тихоходных передач.
При сборке шпоночного соединения большое значением имеет строгое соблюдение посадок в соединении шпонки с валом и ступицей. Одной из основных причин неправильного распределения нагрузки и смятия шпонки является увеличение зазора в соединении. К смятию может также привести неправильное расположение паза на валу нередко наблюдается и перекос осей пазов относительно оси вала, что значительно затрудняет сборку шпоночного соединения и вызывает перекос охватывающей детали на валу.
Входной контроль шпоночных пазов.
Прежде чем приступить к сборке шпоночных соединений, особенно ответственных, необходимо произвести контроль размеров шпоночного паза на валу и его расположения относительно оси вала.
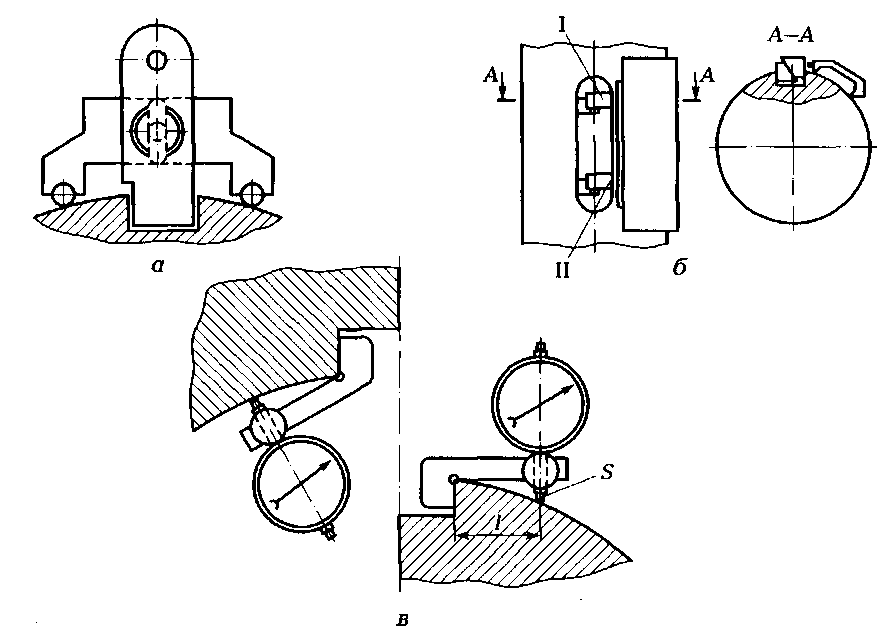
Контроль глубины паза (рис. 1, а) осуществляется при помощи шаблона и щупа.
Проверку положения боковых сторон шпоночного паза относительно его оси осуществляют при помощи клиновых плиток (рис. 1, б), которые укладывают в паз, а затем щупом контролируют зазоры в точках I и II. При отсутствии перекоса боковых стенок паза зазор должен быть одинаковым.
Отклонение от параллельности стенок шпоночного паза относительно оси вала может быть определен индикаторным прибором (рис. 1, в). При отсутствии отклонения от параллельности показания индикатора на одном и другом конце паза должны быть одинаковы.
Рис. 1. Схемы контроля ответственных соединений со шпонками: а — глубины шпоночного паза; б — положения стенок паза относительно его оси; в — перекоса паза относительно его оси; I, II — точки установки измерительных призм; S — измерительная ножка индикатора; l — расстояние от боковой поверхности шпоночного паза до точки контакта измерительной ножки индикатора с поверхностью вала
Сборка шпоночного соединения.
Сборку шпоночного соединения начинают с пригонки шпонки по пазу вала, предварительно притупив острые кромки пазов и шпонок. После пригонки шпонку устанавливают в пазу вала, обеспечивая указанную на чертеже посадку. Поскольку, в большинстве случаев, шпонка устанавливается в пазу вала по посадке с натягом, то для ее установки следует использовать медный молоток, струбцину или пресс.
При установке направляющих шпонок следует, используя отверстия под винты, выполненные в шпонке, в качестве кондуктора просверлить отверстия в пазу вала и нарезать в них резьбу для крепежных винтов и после этого закрепить шпонку в пазу вала.
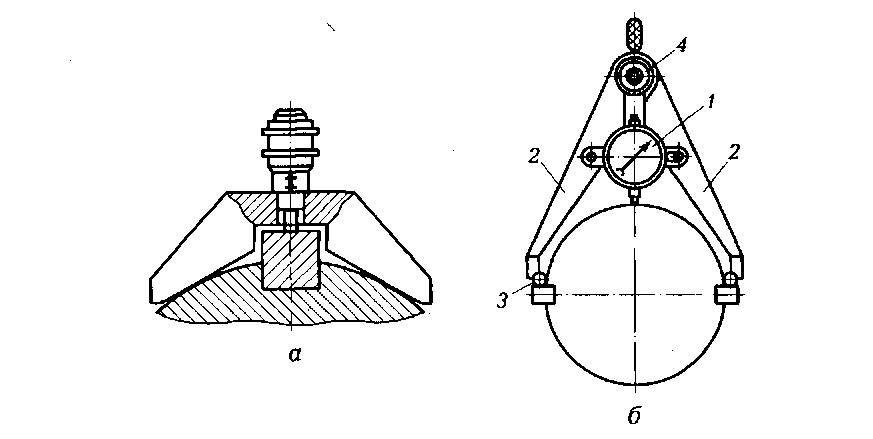
После установки шпонки в паз вала необходимо проверить высоту выступающей части при помощи микрометрической головки и мостика (рис. 2, а). В тех случаях когда на валу устанавливают несколько шпонок, их взаимное положение проверяют так, как это показано на рис. 2, б). На шпонки устанавливают приспособление с раздвижными ножками 2, снабженными цилиндрическими валиками 3, и фиксируют положение ножек винтом 4. По показаниям индикатора часового типа 1 при перемещении приспособления вдоль оси вала по поверхностям шпонок определяют взаимное положение последних (при перемещении приспособления показания индикатора не должны изменяться, т.е, стрелка отсчетного устройства должна оставаться неподвижной).
Рис. 2. Схемы контроля положения шпонок на валу: а — высоты выступающей части; б — взаимного расположения шпонок на валу: 1 — индикатор: 2 — раздвижные ножки; 3 — цилиндрический валик; 4 — винт
Таблица 1. Типичные дефекты при выполнении пригоночных работ
Дефект
Причина
Способ предупреждения или исправления
Ступица устанавливается на вал слишком туго
Мала ширина паза ступицы или его глубина
Пригнать более точно паз по шпонке
Для установки шпонки в паз вала требуется слишком большое усилие
Плохо пригнана шпонка
Повторить пригонку шпонки по пазу вала
Шпонка не удерживается на валу
Снят слишком большой слой материала с поверхности шпонки
Заменить шпонку и вновь пригнать ее по пазу вала
Сборка соединений со скользящими шпонками начинается с пригонки шпонки по пазу ступицы и ее установки в этом пазу, после чего осуществляется пригонка паза вала по шпонке. После сборки при перемещении ступицы не должно наблюдаться ее качания относительно вала.
В процессе выполнения пригоночных работ при сборке шпоночных соединений могут появиться различные дефекты, причины появления которых и способы предупреждения приведены в табл. 1.
Трубопроводные системы применяют в силовых установках (для подвода воды и топлива), станках и в другом технологическом оборудовании (для подвода масла к местам смазки и зажимным устройствам и охлаждающей жидкости в зону обработки), в прессовом оборудовании (для подвода жидкостей и газов к силовым цилиндрам).
Трубопровод состоит из труб, соединяемых между собой и с конструктивными элементами оборудования при помощи специальных соединительных элементов, крепежных деталей и арматуры.
В зависимости от назначения различают трубопроводы высокого, среднего и низкого давления. Для всех видов трубопроводов общим требованием является чистота проходного отверстия, полная непроницаемость, долговечность и простота обслуживания.
В зависимости от назначения трубопроводной системы используют чугунные, стальные, медные, латунные, алюминиевые и пластиковые трубы. Наиболее распространено применение стальных труб. В зависимости от способа изготовления различают цельнотянутые (бесшовные) и сварные трубы.
Для передачи охлаждающей жидкости используют, как правило, обычные водопроводные трубы. Для передачи горячей воды и пара — бесшовные трубы, для рабочих жидкостей в системах гидравлического привода — стальные цельнотянутые трубы, для подвода смазывающих масел — медные трубы.
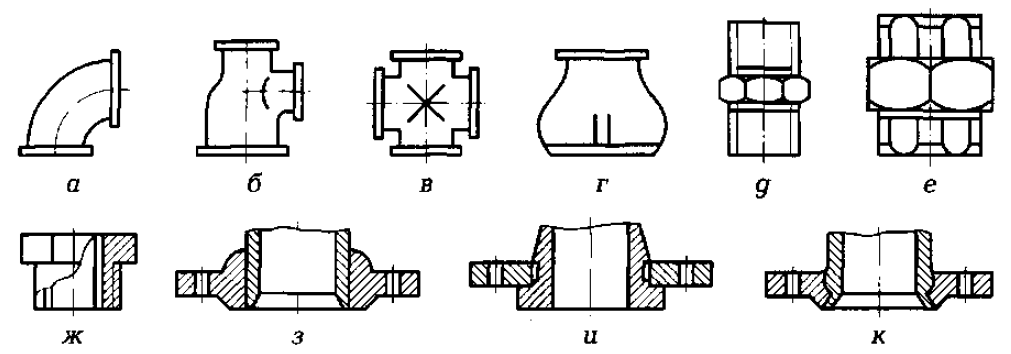
Соединения трубопроводов могут быть неподвижными разъемными и неподвижными неразъемными (однако в некоторых случаях используют подвижные соединения элементов трубопроводов). К неподвижным разъемным соединениям относятся соединения на резьбе, выполненные с помощью специальных соединительных элементов — фитингов и фланцев (рис. 1, а—ж), а к неподвижным неразъемным соединениям относятся соединения, выполняемые сваркой, напрессовкой, отбортовкой и развальцовкой (рис. 1, з—к).
Рис. 1. Фитинги и фланцы трубных соединений: а — угольник; б — тройник; в — крестовидный переходник; г — переходная муфта; д, е — контргайка; ж — футорка; з—к — соединение с фланцем соответственно напрессовкой, развальцовкой, отбортовкой.
Все операции, выполняемые при сборке трубопроводных систем, могут быть подразделены на заготовительные и сборочные.
К заготовительным операциям относятся разметка, отрезка, очистка, гибка труб, отбортовка, развальцовка, сварка и сборка деталей в сборочные единицы, проверка и контроль по размерам, форме и внешнему виду, гидравлические испытания и маркировка.
Наиболее сложная операция — гибка труб, которая может производиться как вручную, так и механическим способом с наполнителем или без него. Наиболее важным является выбор радиуса гибки, так как он оказывает существенное влияние па работу трубопровода. Радиус гибки выбирают в зависимости от диаметра трубы и толщины ее стенки,
На сборочные операции сборочные единицы поступают в подготовленном виде, т.е. соответствующей длины и с нарезанной на концах трубы резьбой. Соединительные элементы, крепежные детали и арматура, поступающие на сборку, также должны быть окончательно подготовлены и проверены для монтажа в трубопроводной системе.
При сборке необходимо обеспечить соосность соединяемых груб, а также параллельность торцов труб и соединительных фланцев. Несоблюдение этих условий является причиной возникновения нагрузок, которые могут вывести трубопровод из строя.
В зависимости от назначения трубопроводных систем различаются технологические процессы их сборки.
Сборка трубопроводных систем на фитингах.
Стальные трубы, на концах которых нарезана резьба, соединяют между собой специальными соединительными элементами — фитингами, которые изготавливают стальными или из ковкого чугуна. Применениефитингов при сборке обеспечивает соединение труб под различными углами, предусматривает выполнение отведений и обеспечивает переход от одного диаметра трубы к другому.
Герметичность соединения при помощи фитингов достигается за счет смазывания резьбовой части соединяемых деталей перед сборкой свинцовым суриком или цинковыми белилами с предварительной подмоткой резьбы льняной или пеньковой пряжей.
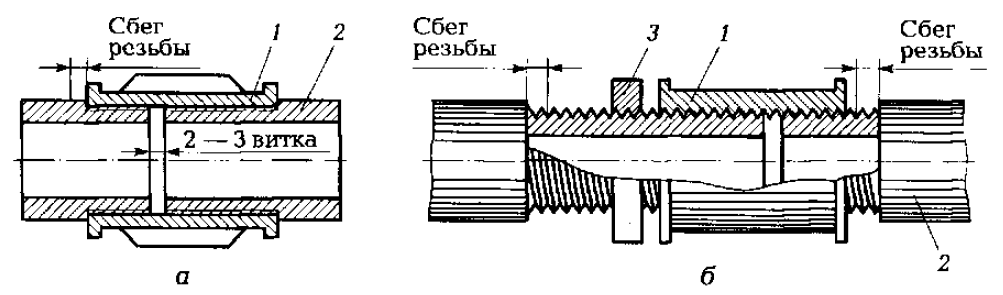
Магистральные трубы, соединяемые при помощи прямых соединительных муфт, имеющих на наружной поверхности ребра для захвата их трубным ключом, могут иметь короткую или длинную резьбу.
При сборке труб с короткой резьбой (рис. 2, а) на конце трубы 2 нарезается резьба такой длины, чтобы она была на 2 — 3 витка меньше половины длины соединительной муфты 1. Сбег в конце резьбы при сборке заклинивает муфту, что обеспечивает плотность соединения. Соединения труб с короткой резьбой применяют только для неразъемных трубопроводов, так как после сборки такие соединения разъединить невозможно.
Сборка труб на сгоне (рис. 2, 6) производится, если по условиям работы трубопроводную систему необходимо разбирать. В этом случае одна из труб имеет короткую резьбу, а вторая длинную. Участок трубы с длинной резьбой называют сгоном. Длину этого участка выбирают таким образом, чтобы после установки на нем соединительной муфты и гайки остался участок резьбы не менее чем с двумя нитками. Соединения на сгоне можно применять только при сборке трубопроводов с цилиндрической резьбой.
Рис. 2. Соединения трубопроводов на резьбе: а — с короткой резьбой; б — на сгоне; 1 — муфта; 2 — труба; 3 — контргайка
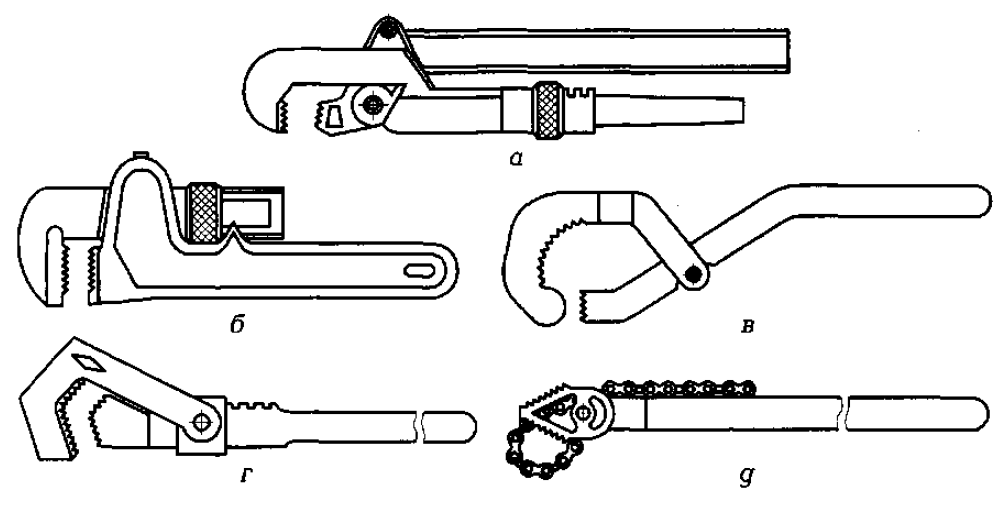
При помощи соединений на фитингах монтируют водяные, паровые и некоторые другие трубопроводы, работающие при давлении, не превышающем 16 МПа. Для соединения труб при помощифитингов применяют трубные ключи различных конструкций (рис. 3, а — д).
Рис. 3. Ключи для сборки трубопроводов: а — рычажный; б — разводной; в — специальный; г — накидной; д — цепной
Сборка трубопроводных систем на фланцах.
При сборке трубных соединений на фланцах их закрепляют на трубе сваркой, на резьбе, развальцовкой или отбортовкой (см. рис. 1, з—к). При этом необходимо обеспечить соосность трубопроводов и параллельность торцевых поверхностей фланцев. В процессе сборки между фланцами устанавливают прокладки, которые обеспечивают герметичность соединения. Фланцы крепят между собой, используя болты или шпильки. Прокладки вырезают так, чтобы они но форме соответствовали фланцу. Изготавливают прокладки из уплотняющего материала и промазывают с двух сторон герметизирующим составом (олифа, белила, специальные герметизирующие пасты — герметики). Соединения затягивают гайками, контролируя при этом параллельность торцевых поверхностей фланцев при помощи щупа.
В различных конструкциях трубопроводов широко применяют плоские уплотняющие прокладки. В зависимости от назначения различают прокладки:
мягкие эластичные из однородного материала (картон, бумага, войлок, асбест, резина, паронит, свинец);
мягкие эластичные комбинированные (металлические с асбестовой сердцевиной, асбестопрорезиненные);
пасты и мастики.
От материала и толщины прокладки зависит надежность соединения.
Выбор того или иного прокладочного материала зависит от назначения трубопроводной системы.
Сборка трубопроводных систем развальцовкой.
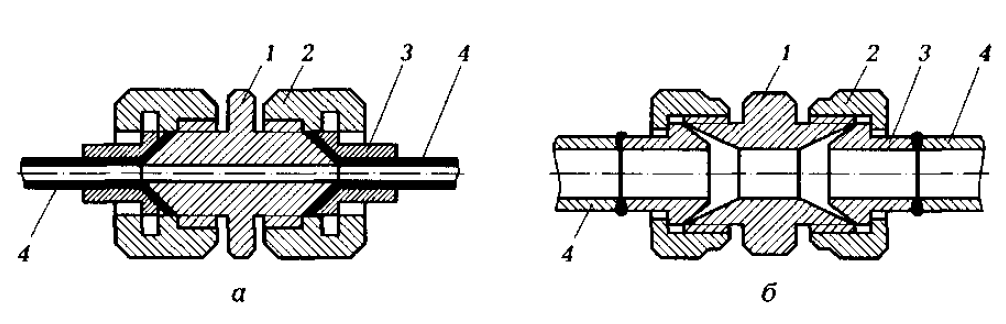
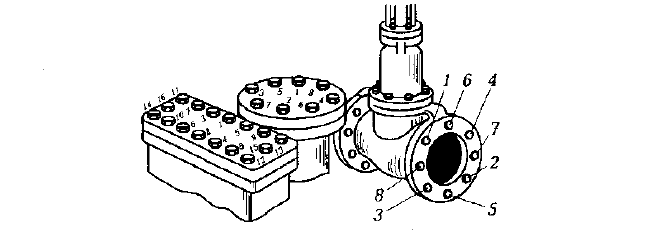
При сборке труб развальцовкой (рис. 4) концы развальцованных труб 4 соединяют штуцером 1 и закрепляют при помощи гайки 2 и ниппеля 3. В некоторых случаях в этих соединениях используются медные прокладки, повышающие его герметичность.
Рис. 4. Соединения трубопроводов развальцовкой (а) и с использованием штуцеров (б): 1 — штуцер; 2 — накидная гайка; 3 — ниппель; 4 — труба
Соединение трубопроводных систем с использованием клеев.
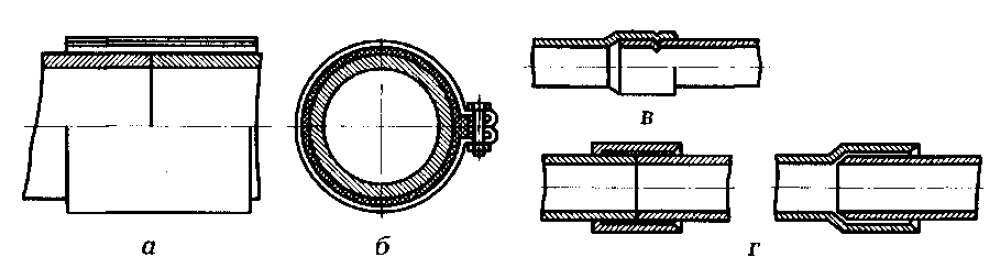
Для соединения труб в трубопроводных системах при помощи клеев применяют соединения бандажного типа, клеемеханические соединения, соединения муфтой и враструб (рис. 5).
Рис. 5. Соединения трубопроводов с использованием клеев: а, б — стыковое; в — клеемеханическое; г — муфтой и враструб
Клеевые соединения бандажного типа (рис. 5, а и б) выполняют путем многослойной намотки на концы стыка стальных труб ленты из стеклоткани с нанесенным на ее поверхность слоем эпоксидного клея. Фиксация взаимного положения концов стыкуемых труб обеспечивается за счет применения струбцин с призматическими поверхностями рабочей части. Зачистка труб перед склеиванием осуществляется на участках длиной не менее 0,7 диаметра трубы. Зачищенные поверхности перед склеиванием обезжиривают ацетоном или бензином. Намотка подготовленной ленты с нанесенным на нее клеевым составом на концы соединяемых груб осуществляется вручную, туго и без перекосов. Середина ленты при этом должна располагаться в месте стыка труб. Для получения необходимой прочности и герметичности соединение должно быть выдержано при температуре окружающего воздуха 5… 17 °C в течение четырех суток или при температуре 17…25°С в течение двух суток. Для сокращения времени выдержки и увеличения прочности клеевого соединения применяют искусственные условия, выдерживая соединение в течение трех часов при температуре 80 °С или в течение полутора часов при температуре 120 °С . Соединенные клеевым методом трубы можно перемещать только их переноской, категорически запрещается их перемещение волочением или сбрасывание с высоты.
Клеемеханическое соединение трубопроводов (рис. 5, в) выполняют, нанося клей на наружную поверхность конца трубы и внутреннюю поверхность раструба или муфты. После нанесения клея конец трубы вводится в раструб или в муфту и обжимается по периметру. После обжатия соединение выдерживается до полимеризации клея. Длина участка трубы, входящего в раструб или в муфту, должна составлять не менее 1,2 ее диаметра.
Соединения труб муфтой и враструб (рис. 5, г) отличаются от клеемеханических тем, что обжатие муфты или раструба не выполняется.
Сборка винипластовых трубопроводов. Сборка таких трубопроводов производится при помощи раструбов привариваемыми или резьбовыми муфтами, а также при помощи фланцев, закрепляемых сваркой или отбортовкой.
Соединения винипластовых труб при помощи раструбов могут быть неподвижными, выполняемыми при помощи сварки и клеев, или подвижными, выполненными с использованием резиновых колец. Подвижные соединения трубопроводов, выполненных из винипластовых труб, используют в целях компенсации температурного изменения длины трубопровода. Раструбные соединения для винипластовых труб выпускаются диаметром 8… 150 мм.
Соединение винипластовых труб сваркой встык не получило широкого распространения, так как прочность сварного шва для винипласта составляет всего 65…80% от прочности самого материала, что приводит при выполнении сварных соединений к появлению слабых (непрочных) мест в системе трубопровода. Изготовление раструбов и оттягивание бортов трубы из винипласта производится с предварительным нагревом. Нагрев осуществляют в ванне, наполненной глицерином или минеральным маслом, при температуре 150… 170°C. После нагрева трубу закрепляют в тисках, а в ее нагретую часть вводят стальную оправку соответствующего диаметра и формы, разогретую до температуры 100… 120 °C. Образующийся раструб охлаждают и после этого извлекают оправку из трубы. Длина раструба зависит от диаметра трубы.
Для склеивания винипластовых трубопроводов используют 20%-ный раствор перхлорвиниловой смолы в ацетоне или раствор дихлорэтана.
Сборка полиэтиленовых труб производится при помощи раструбов, муфт, металлических гаек сваркой или склеиванием. Прочность швов при стыковой сварке всего на 10% ниже прочности основного материала, что не приводит к существенному снижению прочности такого соединения.
Полиэтиленовые трубы склеивают после их обработки хромовой кислотой, что позволяет изменить полярность полиэтилена, в результате чего он приобретает способность склеиваться обычными клеями.
Для защиты от коррозии деталей, находящихся в контакте с полиэтиленом, нельзя использовать масляные краски и битумные лаки.
Трубопроводы после сборки испытывают на прочность и герметичность. При испытании трубопровод наполняют водой и отмечают те места, в которых наблюдается утечка жидкости. Затем воду выпускают и уплотняют отмеченные места. При гидравлических испытаниях трубопровода проверяют прочность всех его элементов и герметичность соединений под давлением, предусмотренным техническими условиями на сборку.
Резьбовые соединения являются самыми распространенными и составляют до 25% общего числа соединений, что объясняется их простотой и надежностью, удобством регулирования усилия затяжки, а также возможностью разборки и последующей сборки. Основными деталями резьбового соединения являются крепежные и стопорящие устройства, предупреждающие самопроизвольное отвинчивание резьбовых соединений в процессе эксплуатации.
Крепежными деталями являются болты, винты, шпильки и гайки, а стопорящими — шайбы и шплинты.
Болт — металлический стержень с резьбой для гайки на одном конце и головкой на другом. Болтами скрепляют детали относительно небольшой толщины, а также детали, изготовленные из материалов, не обеспечивающих требуемую надежность резьбы, например из мягких металлов (медь, алюминий) или пластических масс.
Винт — металлический стержень, обычно с головкой на одном конце и резьбой на другом, которым он ввинчивается в одну из соединяемых деталей. Винты применяют, когда одна из деталей соединения имеет достаточно большую толщину или отсутствует место для размещения гаек, а также при необходимости уменьшения массы резьбового соединения.
Винты классифицируют по форме головки под инструмент для сборки резьбового соединения и форме хвостовой части.
Шпилька — металлический стержень с резьбой на обоих концах. Одним концом шпильку ввинчивают в одну из соединяемых деталей, а на другой конец навинчивают гайку. Шпильки применяют вместо винтов в тех случаях, когда материал соединяемых деталей не обеспечивает требуемой долговечности резьбы при частых сборках и разборках резьбового соединения.
Длина ввинчиваемого в корпусную деталь резьбового конца шпильки и длина нарезанной под гайку резьбы различны. Для резьбовых отверстий в корпусных деталях, выполненных из стали, бронзы, латуни и титановых сплавов, длина резьбовой части шпильки, ввинчиваемой в это отверстие, должна быть равна ее диаметру, а для корпусных деталей, выполненных из серого и ковкого чугуна, она должна составлять не менее 1,25 номинального диаметра резьбы шпильки. Для корпусных деталей, выполненных из легких сплавов, это соотношение должно быть не менее 2.
Гайка — деталь с резьбовым отверстием, навинчиваемая на болт или шпильку и служащая для силового замыкания соединений с использованием этих крепежных деталей.
В зависимости от конструкции соединения и его назначения применяют различные типы гаек.
Стопорящими деталями резьбового соединения являются шайбы и шплинты.
Шайбы применяют для предупреждения самопроизвольного отвинчивания резьбовых соединений. В зависимости от конструкции резьбового соединения шайбы выбирают, пользуясь справочником.
Шплинты — отрезки проволоки одновременно вставляемые в отверстия болта (шпильки) и гайки. Шплинты и стопорные шайбы с лапками принято называть гаечными замками.
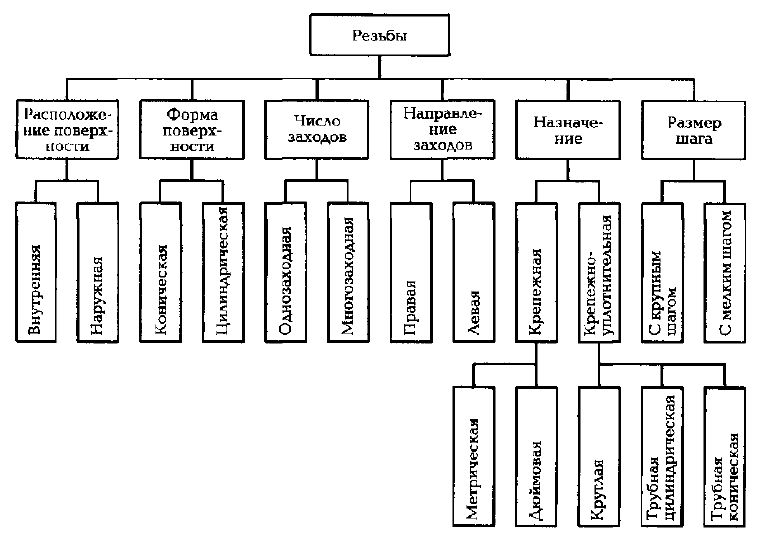
Все вилы резьб, применяемых в соединениях, можно классифицировать по соответствующим признакам (рис. 1).
Рис. 1. Классификация резьб.
К резьбовым соединениям предъявляются следующие технические требования:
детали соединения должны быть хорошо пригнаны друг к другу;
оси резьбовых деталей должны быть перпендикулярны плоскостям деталей соединения;
размеры поперечного сечения и длина всех винтов, болтов и шпилек одного соединения должны быть одинаковы;
гайки, головки болтов и винтов в соединении должны иметь одинаковую высоту;
концы болтов и шпилек должны выходить из гаек на одинаковую величину;
в головки утопленных винтов и болтов не должны выступать из деталей соединения;
шайбы должны быть ровными и не иметь перекоса;
головки винтов и болтов не должны быть скручены, а их грани смяты;
прорези на головках винтов не должны быть смяты;
резьба не должна быть сорванной;
торцевые поверхности шайб, гаек, головок винтов и болтов должны быть гладкими.
Болтовые (винтовые) соединения и их сборка.
Процесс сборки болтовых соединений включает в себя следующие этапы:
подача деталей на сборку;
установка резьбовых деталей и их предварительное ввертывание;
подвод и установка инструмента;
затягивание резьбового соединения;
установка шплинтов или другая операция, обеспечивающая предотвращение самопроизвольного отвинчивания деталей резьбового соединения.
Отверстия в сопрягаемых деталях под установку болтов сверлят по разметке или по кондуктору, причем оси отверстий в сопрягаемых деталях должны совпадать. При одноболтовых соединениях допускается несовпадение осей отверстий в сопрягаемых деталях, но не более чем на 0,4 мм на каждые 10 мм диаметра резьбового соединения. Для ответственных соединений эта величина не должна превышать 0,15 диаметра болта. Наиболее оптимальной следует считать обработку отверстия в одной из деталей соединения при использовании в качестве кондуктора второй детали этого соединения.
Шпилечные соединения и их сборка.
При выполнении шпилечного соединения в одну из деталей ввинчивают шпильку, затем на нее накладывают вторую деталь соединения и навинчивают гайку. Крутящий момент, прикладываемый к гайке при ее завинчивании, частично передается на шпильку. Для того чтобы обеспечить неподвижность шпильки при навинчивании на нее гайки, необходимо ввернуть шпильку в деталь плотно и до конца, т. е. обеспечить натяг между шпилькой и деталью, в которую она ввернута. Завинчивание шпилек — операция трудоемкая и, в достаточной степени, сложная. Эта операция может быть реализована двумя способами:
на свободный конец шпильки навинчивают две гайки, затем, вращая при помощи ключа верхнюю гайку, ввинчивают шпильку в резьбовое отверстие (однако, следует учитывать, что при свинчивании гаек происходит ослабление посадки шпильки в резьбовом отверстии, что снижает надежность шпилечного соединения, выполненного этим способом);
на конец шпильки навинчивают специальное приспособление — солдатик, которое представляет собой высокую шестигранную гайку, стопорящуюся на конце шпильки специальным винтом, диаметр которого меньше диаметра шпильки.
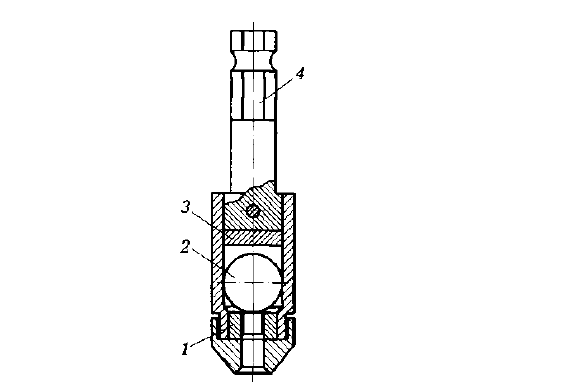
В тех случаях когда необходимо установить большое число шпилек, целесообразно механизировать этот процесс, используя пневматический или электрический механизированный инструмент (рис. 2). На шпильку навинчивают сменную гайку 1 так, чтобы шарик 2 касался ее. При ввертывании шпильки шарик 2 поднимается вверх до упора в пяту 3 и при контакте с ней начинает пробуксовывать. Шпильковерт в этом случае следует включить на реверсивное вращение. Хвостовик 4 служит для соединения инструмента с ручным механизированным инструментом.
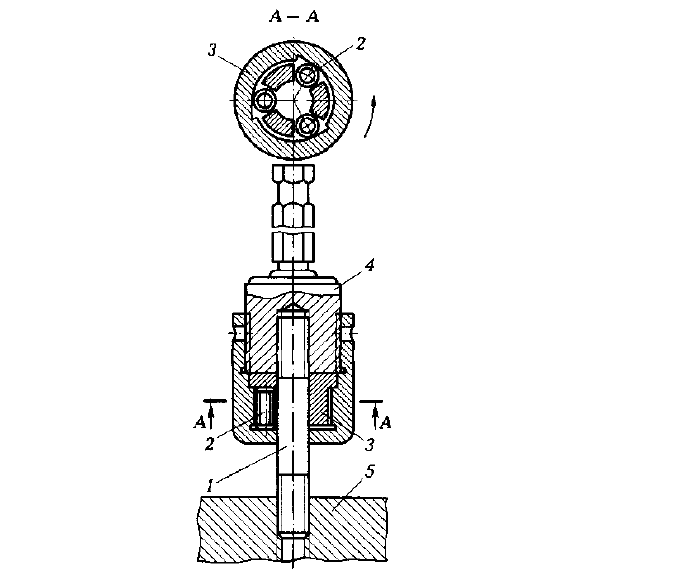
Шпильки можно также ввинчивать на сверлильном станке, используя специальный патрон (рис. 3). Шпилька 1 в головке 4 зажимается специальными роликами 2, помещенными в сепараторе 3. При вращении головки 4 по часовой стрелке поверхности спиральных канавок сдвигают ролики к центру, и шпилька оказывается закрепленной с трех сторон. После того как шпильку ввинтят в резьбовое отверстие детали 5, станок выключают, а головку патрона слегка поворачивают против часовой стрелки, и шпилька освобождается.
Если при сборке шпилечного соединения шпилька сломалась в резьбовом отверстии, то она может быть извлечена из него несколькими способами:
опиливанием граней на выступающей из отверстия части шпильки и извлечением ее при помощи гаечного ключа;
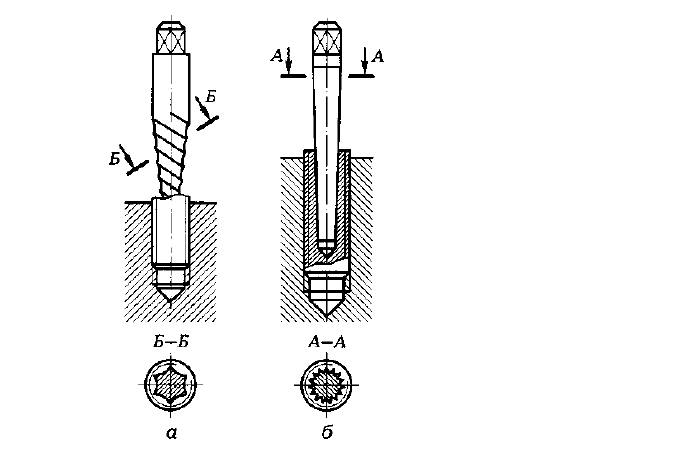
использованием специального приспособления — бора или экстрактора (рис. 4), если сломанная часть шпильки не выступает над поверхностью детали;
электроискровым сверлением на специальной установке;
травлением азотной кислотой, если корпусная деталь изготовлена из алюминия или его сплавов.
Рис. 4. Инструмент для извлечения сломанных шпилек: а — бор; б — экстрактор
Для сборки резьбовых соединений применяют ручные и механизированные инструменты. Основными ручными инструментами являются гаечные ключи и отвертки. Во многих случаях надежность и долговечность резьбового соединения зависят от правильной затяжки в процессе сборки. В этом случае устанавливают обязательные регламентированные моменты затяжки. Наиболее часто требуемое усилие затяжки регулируют, применяя специальные крепежные детали со встроенным индикатором усилия затяжки. При затяжке выступы индикаторной шайбы упираются в обычную шайбу и, расплющиваясь, заполняют зазор между ними, что обеспечивает заданное усилие затяжки при заполнении зазора. Однако более часто при затяжке резьбовых соединений применяют специальные ключи с регулируемым крутящим моментом.
К механизированным инструментам для сборки резьбовых соединений относятся различные гайковерты преимущественно с пневматическим или электрическим приводом. Применение этих инструментов позволяет повысить производительность труда в 2 — 3 раза. Срок окупаемости устройств механизированной сборки резьбовых соединений не превышает 1,5 года.
Гайковерты с ударно-импульсными муфтами обеспечивают передачу крутящего момента с помощью ударных импульсов. При работе таких гайковертов практически отсутствует реактивный момент, что позволяет применять их при сборке крупногабаритных резьбовых соединений. Для затяжки резьбовых соединений диаметром 12… 16 мм применяют как электрические, так и пневматические гайковерты, которые по сравнению с электрическими имеют меньшие габаритные размеры и массу.
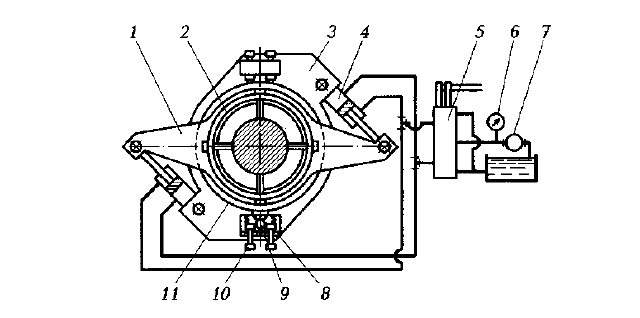
Для затягивания круглых гаек большого диаметра возможно применение специального приспособления (рис. 5), которое состоит из подвижной обоймы 3 и неподвижной траверсы 1 с закрепленными на ней двумя цилиндрами 4. Устройство устанавливают на навернутую и предварительно затянутую гайку Пи центрируют винтами 2. Зубчатую поверхность упоров 8 устанавливают на обойме 3, подводя к гайке 11, и фиксируют винтами 10. Масло под давлением 20 МПа от насосной станции 7 подают в штоковую полость гидравлических цилиндров 4, в результате чего происходит поворот обоймы. При этом упоры 8, поворачиваясь вокруг оси 9, вращают гайку. И в направлении, противоположном направлению вращения обоймы 3. Усилие затягивания контролируют по манометру 6, после затяжки штоки цилиндров возвращаются в исходное положение с помощью золотникового распределителя 5, при этом обойма 3 разворачивается, а упоры 8 освобождаются. Одной из конструктивных мер борьбы с самопроизвольным отвинчиванием в процессе эксплуатации машин является стопорение резьбовых соединений. Наиболее распространены следующие методы стопорения:
создание дополнительных сил трения путем осевого или радиального давления (контргайка, винт, самоконтрящаяся гайка);
и взаимная фиксация относительного положения болта и гайки (стопорение шплинтованием, пружинными и деформируемыми шайбами, проволокой);
Широкое распространение также получили методы стопорения и уплотнения резьбовых соединений с помощью анаэробных клеев. Миниатюрная капсула, наполненная специальной жидкостью, в процессе сборки резьбового соединения разрушается, а вытекающая из нее жидкость превращается в клей, обеспечивающий прочное соединение резьбовых деталей (полимеризация клея происходит при комнатной температуре). Разборка таких соединений производится обычными методами и не вызывает разрушения деталей соединения. После разборки возможно повторное использование резьбовых деталей. Кроме того, клей обеспечивает защиту деталей соединения от коррозии.
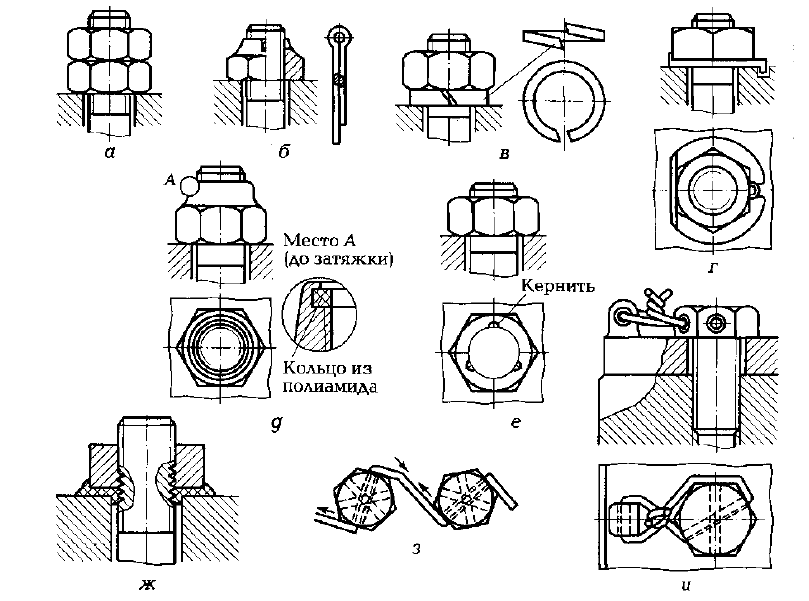
Рис. 6. Способы стопорения резьбовых соединений: а — контргайкой; б — шплинтом; в — гроверной шайбой; г — специальной шайбой; д — кольцом из полиамида с последующей опрессовкой; е — кернением; ж — шайбой из полиамида; з, и — проволокой
Наиболее распространенные способы стопорения резьбовых соединений показаны на рис. 6, а порядок затягивания резьбовых деталей в различных по конструкции соединениях на рис. 7.
Рис. 7. Порядок затягивания резьбовых соединений (указан цифрами 1—16)
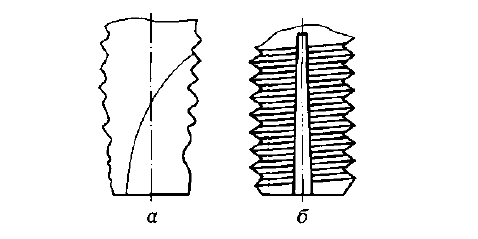
Особым видом резьбовых соединений являются самоформирующиеся резьбовые соединения. Эти соединения получают с помощью самоформирующихся винтов, предназначенных главным образом для соединения деталей из стального листа с корпусными деталями. Такие крепежные детали могут быть использованы без предварительного сверления, что позволяет избежать погрешностей из-за несоосности отверстий. Этими винтами можно сверлить сталь толщиной 0,8… 1,2 мм. Различают два вида самоформирующихся винтов: самонарезающиеся и самовыдавливающие. Само нарезающиеся винты образуют резьбу нарезанием за счет удаления излишков материала (рис. 8, а), они применяются для соединения деталей из хрупких материалов и изготавливаются двух типов: тип А, имеющий несколько (более двух) режущих кромок, и тип Б, имеющий одну, реже две, режущие кромки. Самовыдавливающие винты, применяемые для соединения деталей из пластичного материала, образуют резьбу без удаления слоя материала (рис. 8, б). Они также изготавливаются двух типов: тип А — для соединения деталей без предварительного сверления отверстия и тип Б — для соединения деталей с предварительным сверлением отверстия.
Рис. 8. Самоформирующиеся винты: а — самонарезающиеся; б — самовыдавливающие
Контроль резьбовых соединений проводится в целях определения их надежности и долговечности, которые в значительной степени определяются правильностью затягивания деталей резьбового соединения в процессе сборки. В технических условиях на сборку ответственных резьбовых соединений указывают предельные значения крутящих моментов затягивания гаек и винтов, которые обычно устанавливают в зависимости от диаметра резьбы и материала деталей резьбового соединения. Контроль резьбовых соединений является важной частью технологического процесса их сборки. На практике наиболее удобный способ контроля усилия затягивания — применение предельных и динамометрических ключей.