Склеивание — метод получения неразъемного соединения за счет введения между поверхностями сопряжения специального вещества, которое способно обеспечивать скрепление частей изделия в единое целое.
Однако применение клеевых соединений ограниченно. Недостатками клеевых соединений являются низкая термостойкость, которая не превышает 100 °C; склонность к ползучести при длительном воздействии нагрузок, а также необходимость длительной выдержки в процессе выполнения соединения.
Тем не менее, склеивание находит достаточно широкое применение при соединении металлических и неметаллических материалов, заделке трещин и раковин в неответственных деталях, восстановлении неподвижных посадок.
Материалы, применяемые для клеевых соединений.
В качестве материалов для выполнения клеевых соединений применяют различные марки клеев, выбор которых осуществляют в зависимости от материала соединяемых заготовок, пользуясь справочными таблицами.
Нанесение клеевого состава на соединяемые поверхности осуществляется вручную. Инструмент для нанесения выбирают в зависимости от консистенции клеевого состава: пастообразные клеи наносят шпателем, жидкие — кистью или с применением пульверизатора. Слой клея, наносимый на соединяемые поверхности, должен быть равномерным по толщине и в нем должны отсутствовать пузырьки воздуха. Наиболее удобны в этом отношении клеющие пленки, которые автоматически обеспечивают равномерную толщину клеевого слоя на соединяемых поверхностях.
Последовательность работ при выполнении клеевого соединения.
Последовательность выполнения работ не зависит от материала соединяемых заготовок и марок применяемых клеев и состоит из следующих этапов:
подготовка клея и поверхностей соединяемых частей изделия к склеиванию;
нанесение клея на поверхности соединяемых частей;
выдержка соединяемых частей изделия с нанесенным на их поверхности слоем клея;
соединение склеиваемых частей изделия при определенной температуре и давлении;
выдержка в соединенном состоянии склеиваемых частей изделия;
очистка шва от подтеков клея;
контроль качества клеевого соединения.
Основной дефект клеевого соединения — недостаточная прочность, которая может быть вызвана следующими причинами:
плохая очистка соединяемых поверхностей изделия;
неравномерное нанесение клея на соединяемые поверхности (недостаток или избыток клея на некоторых участках);
отвердение клея до соединения поверхностей;
недостаточное давление на заготовки при склеивании;
недостаточные температурный режим и время просушивания соединения.
Для устранения этих недостатков необходимо очистить поверхность от клея, вновь зачистить и обезжирить ее, а также необходимо соблюдать температурный и временной режимы при выполнении клеевых соединений.
Паяние (пайка) — процесс получения неразъемного соединения двух или нескольких металлических заготовок с помощью расплавленного металла (припоя), имеющего более низкую температуру плавления, чем металл соединяемых заготовок. Паяние осуществляется при нагреве мест соединения заготовок до температуры, превышающей температуру плавления припоя, который при расплавлении заполняет зазор между соединяемыми заготовками. При застывании припой обеспечивает неразъемное и неподвижное соединение заготовок.
Перед пайкой места соединения заготовок обрабатывают напильником и протирают ветошью для снятия оксидной пленки и очистки от пыли и грязи. После очистки поверхности обезжиривают.
При пайке используют специальные вещества — флюсы, которые облегчают процесс пайки за счет растворения оксидов, образующихся при нагревании сопрягаемых заготовок и припоя.
В зависимости от температуры плавления припои подразделяют на мягкие (сплав легкоплавких металлов на основе свинца и олова) и твердые (тугоплавкие).
Пайка мягкими припоями (температура плавления 180… 300 °C) позволяет получить соединения, которые можно подразделить на три группы:
В качестве флюса при пайке мягкими припоями применяют канифоль — продукт естественного происхождения.
Пайка твердыми припоями (температура плавления 700… 1000 °C) обеспечивает более прочное соединение заготовок сопряжения. При пайке используют припои из серебра или меди. Поверхности соединяемых заготовок перед пайкой должны быть очищены и пригнаны так, чтобы зазор между ними не превышал 0,1 мм. В процессе паяния положение заготовок должно быть зафиксировано, для чего используют отожженную стальную проволоку.
При пайке твердыми припоями в качестве флюсов применяют буру, борную кислоту или хлорид цинка.
Инструменты для паяния мягкими припоями.
В качестве инструментов для паяния мягкими припоями применяют паяльники периодического и непрерывного нагрева.
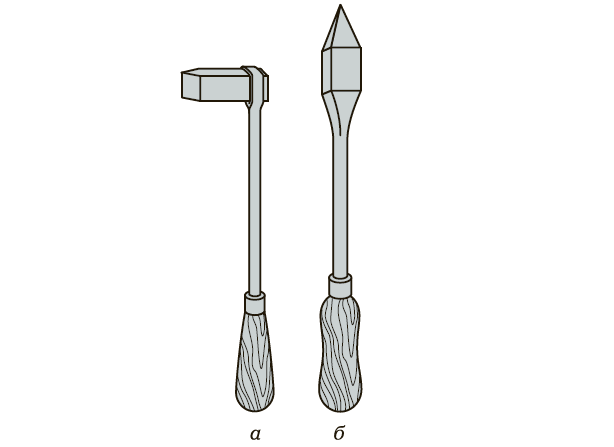
Рис. 1. Паяльник периодического нагрева: а — угловой; б — прямой
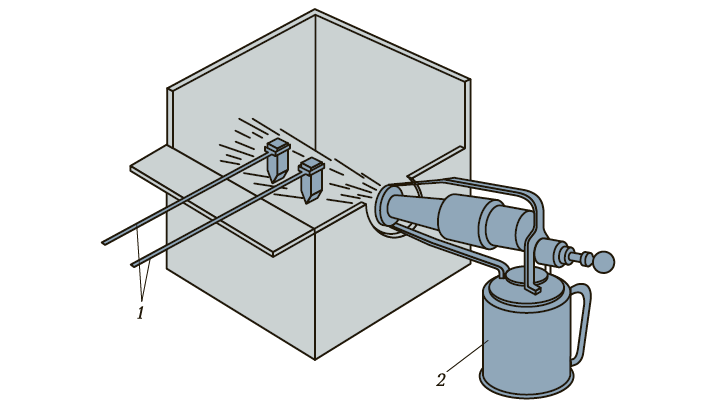
Паяльник периодического нагрева (рис. 1) изготавливается двух типов: прямой и угловой. Разогрев паяльника периодического нагрева осуществляется при помощи паяльной лампы (рис. 2) или в кузнечном горне.
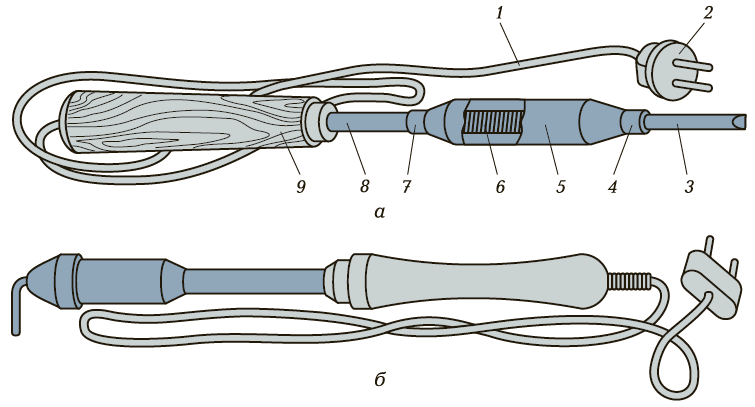
Паяльник непрерывного нагрева — электрический (рис. 3), наиболее широкое распространение получил благодаря высокой надежности и простоте действия. Он выпускается с двумя типами рабочей части: прямой и угловой.
Для паяния твердыми припоями применяют паяльники только непрерывного нагрева: газовые или бензиновые.
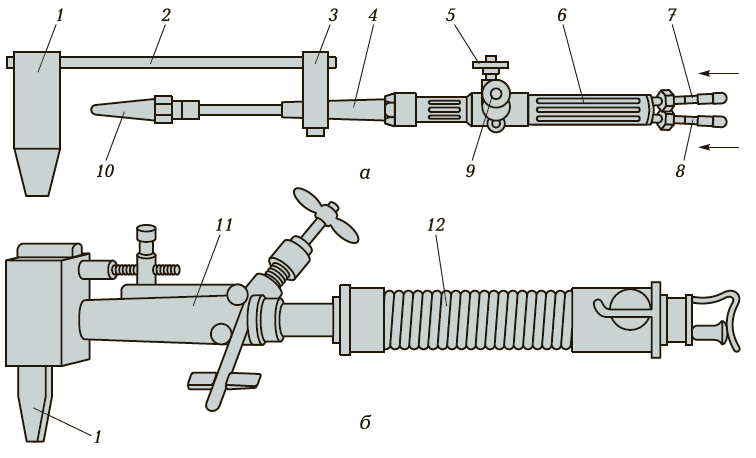
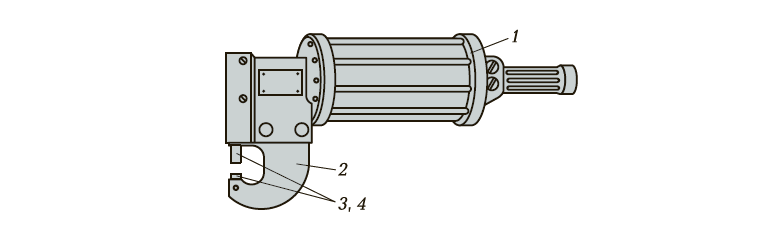
Газовый паяльник (рис. 4, а) работает на смеси газов ацетилена и кислорода, которые подаются через штуцеры 7 и 8, закрепленные на рукоятке 6. Поступление ацетилена и кислорода к горелке 4 регулируется кранами 5 и 9. Выходящая из сопла 10 газовая смесь поджигается, обеспечивая нагрев рабочей части 1 паяльника, которая соединена с горелкой стержнем 2 с хомутиком 3.
Бензиновый паяльник (рис. 4, б) состоит из рабочей части 1, которая непрерывно подогревается бензиновой горелкой 11. Емкость для бензина располагается в рукоятке-резервуаре 12. Подготовка к работе таких паяльников аналогична паяльникам периодического нагрева.
При пайке мягкими припоями поступают следующим образом:
очищают от грязи, следов коррозии и обезжиривают поверхности заготовок, подлежащих соединению;
пригоняют плотно сопрягаемые поверхности заготовок соединения гибкой, правкой или опиливанием;
зачищают жало паяльника, заправляют его личным напильником и прогревают;
производят лужение (покрытие тонким слоем припоя) рабочей части паяльника, для чего касаются рабочей частью паяльника прутка припоя так, чтобы на ней осталось несколько капель припоя. Затем рабочую часть паяльника приводят в соприкосновение с канифолью и совершают несколько возвратно-поступательных движений, обеспечивая покрытие тонким слоем припоя рабочей части паяльника;
прогревают паяльником место соединения заготовок и наносят на место соединения тонкий слой канифоли, после прогрева места соединения до необходимой температуры припой начнет растекаться. В этот момент следует начать перемещение рабочей части паяльника вдоль соединения, обеспечивая заполнение зазора между сопрягаемыми заготовками расплавленным припоем;
удаляют излишки припоя после его затвердевания с поверхности шва напильником.
При пайке твердым припоем действия выполняют в следующей последовательности:
очищают сопрягаемые поверхности от грязи, следов коррозии, обезжиривают и подгоняют одну к другой, фиксируя их положение;
нарезают небольшие пластинки медно-цинкового припоя и укладывают их вдоль шва, посыпав порошкообразным флюсом;
прогревают шов соединения до температуры расплавления припоя и заполняют им зазор между соединяемыми заготовками;
прекращают нагревание после заполнения зазора припоем, охлаждают соединение на воздухе и зачищают шов.
Клепка — процесс получения неразъемных соединений при помощи заклепок. Применяется клепка при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции на второй стороне стержня, вставляемого в отверстие соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Необходимость применения пластичного металла для изготовления заклепок обусловлена тем, что головки заклепок образуются в результате пластического деформирования стержня. При выполнении заклепочного соединения заклепки следует выбирать из того же материала, из которого изготовлены детали, подлежащие соединению. Процесс клепки состоит из двух этапов: предварительного и собственно клепки.
На предварительном этапе сверлят отверстие под заклепку и формируют углубление под ее головку.
При клепке устанавливают заклепки в отверстие, выполняют натяжку соединяемых листов (осаживают листы вдоль стержня заклепки) и формируют замыкающую головку.
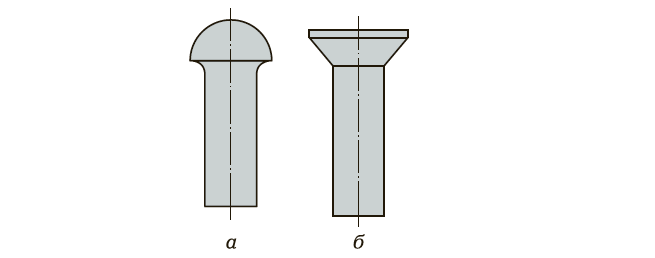
Наиболее часто для соединения применяют заклепки с полукруглой (рис. 1, а) и потайной (рис. 1, б) головками.
Рис. 1. Заклепки с полукруглой (а) и потайной (б) головками
Размеры заклепок выбирают в зависимости от толщины соединяемых заготовок: их диаметр должен быть равен суммарной толщине соединяемых заготовок, длина — суммарной толщине соединяемых заготовок плюс 0,8… 1,5 диаметра заклепки.
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1…0,2 мм.
Заклепочные швы — место соединения заготовок заклепками. В зависимости от характера соединения и его назначения заклепочные швы могут быть прочные, плотные и прочноплотные.
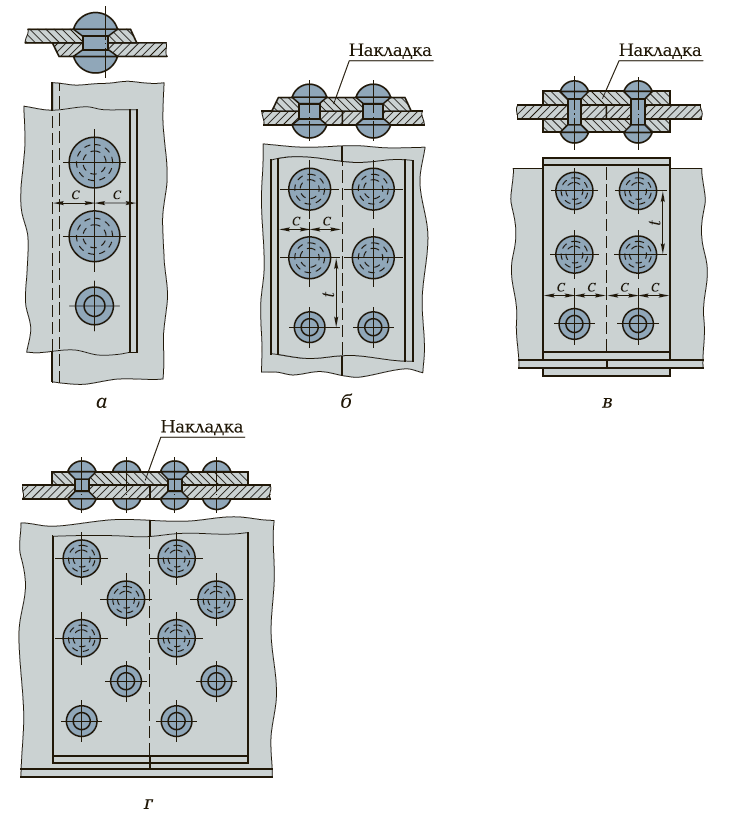
По взаимному расположению заклепок в соединении выделяют швы двух типов: внахлестку (рис. 2, а) и встык с одной (рис. 2, б, г) или двумя (рис. 2, в) накладками. При любом виде соединения заклепки могут располагаться в один, два, три ряда и более (см. рис. 2).
Рис. 2. Типы заклепочных швов в зависимости от расположения заклепок: а — внахлестку однорядный; б, в — двухрядные встык соответственно с одной и двумя накладками; г — шахматный встык с одной накладкой; t — шаг соединения; с — расстояние от края заготовки до центра.
Расстояние между заклепками в соединении выбирают в зависимости от типа соединения (однорядное или двухрядное). В однорядном шве заклепки располагают на расстоянии шага t, равного трем диаметрам заклепки. От края соединения заклепка должна отстоять на расстоянии с, равном полутора диаметрам заклепки. При двухрядном соединении расстояние между заклепками должно быть равно четырем диаметрам заклепки, а расстояние от края соединяемых заготовок — полутора диаметрам. Расстояние между рядами должно составлять два диаметра заклепки. При многорядном (шахматном) расположении заклепок в шве следует придерживаться тех же правил, что и при выполнении двухрядных швов.
Инструменты для клепки.
Инструменты для ручной клепки должны обеспечивать образование замыкающей головки заклепки и надежное соединение деталей. К ним относятся слесарный молоток с квадратным бойком, поддержка под закладную головку, натяжка и обжимка.
Поддержка служит опорой при расклепывании стержня заклепки. Масса поддержки должна быть в 4—5 раз больше массы молотка.
Натяжка (рис. 3, а) служит для осаживания листов, подлежащих соединению вдоль оси заклепки.
Обжимка (рис. 3, б) обеспечивает формирование после осаживания замыкающей полукруглой головки заклепочного соединения.
Рис. 3. Инструменты для клепки: а — натяжка; б — обжимка
Последовательность выполнения работ при клепке.
При ручной клепке поступают следующим образом:
пригоняют поверхности соединяемых заготовок;
рассчитывают длину заклепок: l = S + (1,2… 1,5)d, где S — суммарная толщина соединяемых заготовок; d — диаметр заклепки;
определяют шаг заклепок;
рассчитывают расстояние между рядами в соединении;
рассчитывают расстояние от центра отверстия до края соединяемых заготовок;
размечают соединяемые заготовки для сверления отверстий под заклепки;
выбирают сверло и сверлят отверстия под заклепки, скрепив предварительно соединяемые заготовки при помощи струбцины;
вводят снизу заклепку в отверстие и устанавливают поддержку под ее закладную головку;
устанавливают на стержень заклепки натяжку и осаживают соединяемые заготовки;
наносят по стержню заклепки удары под углом к ее оси, обеспечивая предварительное формирование замыкающей головки таким образом, чтобы она была концентрична стержню;
устанавливают обжимку на предварительно сформированную замыкающую головку и производят ее окончательное формирование;
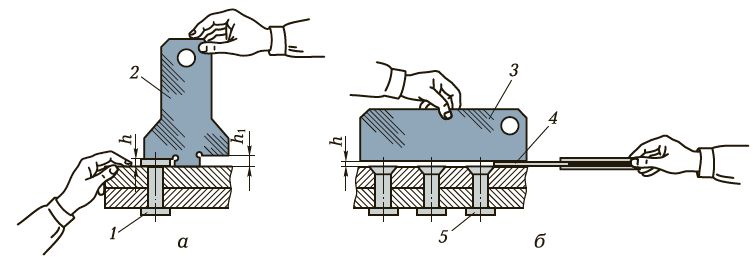
контролируют правильность установки заклепок 1 и 5 (рис. 4) по высоте головок над поверхностью склепываемых заготовок при помощи шаблона 2 или линейки 3 и щупа 4.
Рис. 4. Контроль правильности установки заклепок: а — с полукруглой и полупотайной головками; б — с потайной головкой; 1, 5 — заклепки; 2 — шаблон; 3 — линейка; 4 — щуп; h и h1 — контрольные размеры
Механизация процесса клепки.
Для механизации процесса предусмотрено применение пневматических клепальных молотков и ручных переносных пневматических прессов, которые не создают вибраций при клепке.
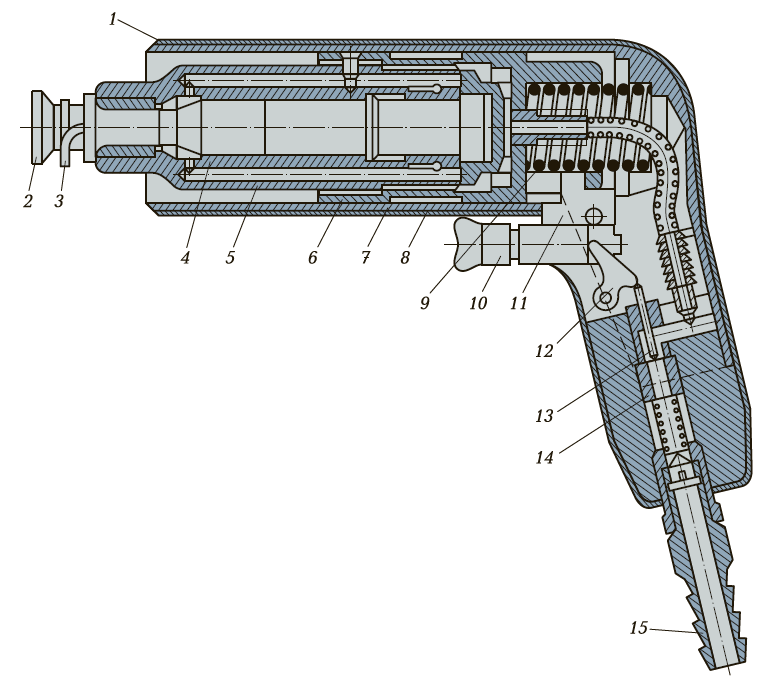
Пневматический клепальный молоток (рис. 5) состоит из корпуса 1 с рукояткой 11, в которую вмонтировано пусковое устройство и ниппель 15. На ниппель надевают шланг, при помощи которого молоток соединяют с централизованной сетью разводки сжатого воздуха. В корпусе установлен стакан 6, цилиндр 5 с поршнем и золотник 7 с крышкой 8. Воздух из централизованной сети поступает через пусковой клапан 14 и золотник 7 в рабочую камеру, которая расположена под поршнем. Доступ воздуха в пусковой клапан обеспечивается при нажатии на курок 10, который рычагом 12 воздействует на толкатель 13. При пуске сжатого воздуха молоток 4 с ударником 2, соединенный с поршнем, движется вперед и производит осадку заклепки. Золотник открывает отверстие для подвода сжатого воздуха в нижнюю часть цилиндра под поршень, заставляя его перемещаться вверх. Пружина 3 предохраняет от выпадения ударник 2, который одновременно является обжимкой, обеспечивающей формирование замыкающей головки. Гашение возникающих при клепке вибраций осуществляется пружиной 9.
Ручной переносной пневматический пресс (рис. 6) применяют при клепке деталей общей толщиной до 4 мм. Он состоит из пневматического цилиндра 1, который при помощи клинового механизма обеспечивает рабочее перемещение обжимок 3 и 4, установленных в скобе 2.
Технологический процесс — действия, направленные на изменение формы, размеров, шероховатости поверхности и свойств материала заготовки от момента ее поступления на обработку до момента получения готового изделия.
Технологический процесс определяет последовательность и методы обработки, а также необходимые для их реализации оборудование, приспособления, инструменты и материалы. Помимо того, при составлении технологического процесса определяют режимы обработки, необходимые контрольно-измерительные средства и методы контроля качества изготовления детали (изделия).
Элементы технологического процесса.
Технологический процесс состоит из операций, переходов, проходов и установок, выполнение которых необходимо для обработки заготовки в целях превращения ее в готовую деталь (изделие).
Операция — законченная (самостоятельная) часть технологического процесса обработки заготовки, которая выполняется на одном рабочем месте (верстак, станок) одним работником.
Операция подразделяется на составные части, основными из которых являются установ, переход и проход.
Установ — часть операции, которая выполняется при одном закреплении (установке) заготовки на рабочем месте (в тисках, на станке, в приспособлении) одним инструментом.
Переход — часть операции, которая выполняется без смены инструмента и без изменения положения заготовки.
Исходные данные для составления технологического процесса.
Исходные данные позволяют определить последовательность обработки, выбрать способы и необходимые технические средства. К этим данным относятся чертежи детали и заготовки, технические требования на изготовление, плановое задание (объем партии деталей, подлежащих изготовлению), сведения о материалах, инструментах, приспособлениях, оборудовании, имеющемся в наличии.
Базы, их назначение и выбор.
Базы — это поверхности или оси симметрии, относительно которых определяется положение всех остальных поверхностей обрабатываемой заготовки. В зависимости от назначения различают два типа базовых поверхностей: технологические и измерительные.
Технологическая база представляет собой поверхность, которой обрабатываемая заготовка устанавливается на станке или в приспособлении и относительно которой производится обработка всех остальных поверхностей.
Измерительная база — поверхность, относительно которой производится отсчет размеров при контроле обработанной детали.
Выбор методов обработки производят с учетом типа производства (единичное, серийное, массовое), точности обработки и шероховатости поверхностей, указанных в рабочем чертеже или предусмотренных техническими условиями, а также формы и размеров заготовки, подлежащей обработке.
Последовательность операций в технологическом процессе устанавливают исходя из следующего:
вначале выполняют операции, требующие снятия максимального припуска;
чистовые и отделочные операции относят на заключительные стадии технологического процесса.
Технологическая документация и технологическая дисциплина.
Разработка технологического процесса осуществляется специальными подразделениями предприятия: на предприятии — отделом главного технолога или технологическими службами механических, сборочных, инструментальных и ремонтных цехов; в учреждениях среднего профессионального образования — инженером-технологом.
Разработанный технологический процесс оформляется в виде специального документа — технологической карты, которая содержит:
чертеж детали (изделия) с указанием технических требований и физико-механических свойств материала;
наименование и последовательность (порядковый номер) операций и переходов;
сведения о применяемом оборудовании, необходимых для выполнения операции приспособлениях, режущих и контрольно- измерительных инструментах;
режимы обработки (подача, глубина и скорость резания);
межоперационные припуски и допуски на их выполнение;
разряды работ по операциям и нормы времени на их выполнение.
Технологическая дисциплина — это строгое соблюдение технологического процесса, зафиксированного в технологической карте. Самостоятельное изменение технологического процесса, т.е. нарушение технологической дисциплины, недопустимо, так как может привести к резкому снижению качества изготавливаемой продукции.
Притиркаи доводка — операции, связаные с обработкой заготовок мелкозернистыми абразивными материалами для получения высокой плотности прилегания сопрягаемых деталей и небольшой шероховатости их поверхности при высокой точности геометрических размеров и формы.
Притирка обеспечивает плотное (герметичное) соединение двух деталей. Выполняют притирку одновременной обработкой сопрягаемых деталей мелкозернистыми абразивными материалами, которые наносят непосредственно между ними. Применяется операция в условиях единичного производства при обработке, например, пробковых кранов и клапанов газораспределительного механизма двигателей внутреннего сгорания и поршневых компрессоров.
Доводка в отличие от притирки позволяет не только получать высокую точность формы и малую шероховатость поверхности, но и обеспечивать высокую точность линейных и угловых размеров.
Материалы для притирки и доводки подразделяют на твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали). Их изготавливают в виде шлифпорошков с величиной зерен 40… 120 мкм, микропорошков с величиной зерен 5…63 мкм и абразивных паст, например паста ГОИ (Государственный оптический институт).
Твердые абразивные материалы в виде шлифпорошков и микропорошков изготавливают из корунда, нормального электрокорунда, легированного электрокорунда, зеленого карбида кремния, карбида бора и синтетических алмазов.
Мягкие абразивные материалы в виде шлифпорошков, микропорошков и абразивных паст изготавливают из оксида хрома, оксида железа, венской извести.
Для удерживания абразивного материала, уменьшения трения и снижения нагрева заготовки в процессе обработки применяют смазывающие вещества, в качестве которых могут быть использованы керосин, машинное масло, скипидар, животные жиры, бензин.
Притирочные материалы и смазочно-охлаждающие технологические среды выбирают в зависимости от материала обрабатываемых заготовок.
Инструменты и приспособления для доводки и притирки.
Притирка заготовок в паре не требует применения специальных инструментов, в то время как доводка, позволяющая получить весьма малую шероховатость, точные геометрические размеры и форму, выполняется с использованием специальных инструментов, которые получили название притиров, так как в процессе обработки (доводки) выполняют роль сопрягаемой заготовки.
Притиры могут быть двух видов: подвижный и неподвижный.
Подвижный притир в процессе обработки перемещается, в то время как обрабатываемая заготовка остается неподвижной.
Неподвижный притир сохраняет свое положение, а заготовка перемещается относительно него.
Форма притира должна соответствовать форме обрабатываемой поверхности. Притиры могут быть плоскими, цилиндрическими, коническими и специальными (фасонными).
Плоские притиры представляют собой чугунные плиты. Плоские притиры для предварительной обработки снабжены канавками на рабочей поверхности, в которых собирается отработанный абразивный материал и снятый с поверхности заготовки металл. Плиты для окончательной доводки изготавливают гладкими.
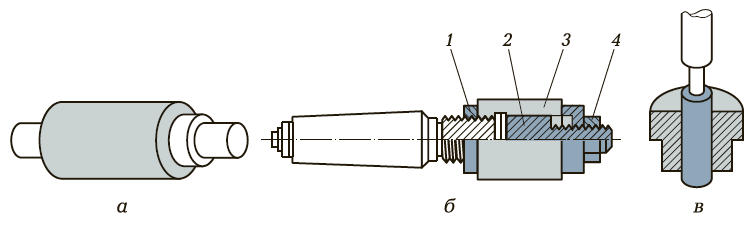
Цилиндрические притиры, применяемые для доводки цилиндрических отверстий, могут быть нерегулируемыми (рис. 1, а) и регулируемыми (рис. 1, б), позволяющими изменять диаметральные размеры притира.
Рис. 1. Цилиндрические притиры: а — нерегулируемый; б — регулируемый: 1, 4 — гайки; 2 — коническая оправка; 3— разрезная втулка; в — пример использования
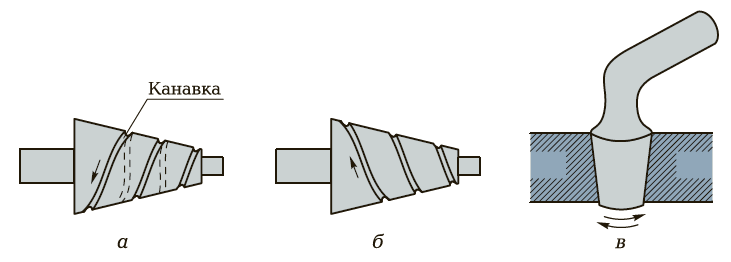
Конические притиры предназначены для доводки конических отверстий и углублений. Такие притиры имеют специальные винтовые канавки для удерживания абразивного материала в процессе обработки (рис. 2).
Рис. 2. Конические притиры: а, б — с канавкой; в — гладкий
Специальные (фасонные) притиры имеют сложную форму и предназначены для выполнения определенных операций, их форма зависит от формы обрабатываемой заготовки.
Приспособления, применяемые при доводке, должны обеспечивать правильное взаимное расположение притира и обрабатываемой заготовки. Это может быть достигнуто при использовании стандартных приспособлений: тисков, параллелей, угольников и др. В сложных случаях применяют специальные приспособления, конструкция которых разрабатывается применительно к конкретным заготовкам.
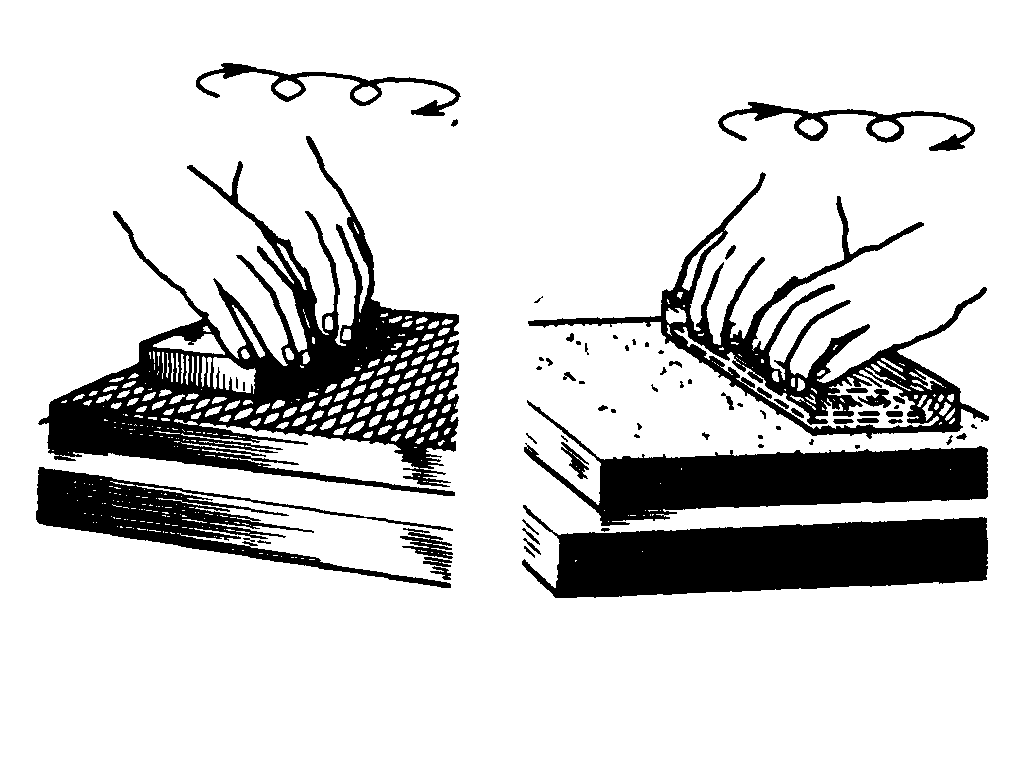
Перед началом обработки притир должен быть соответствующим образом подготовлен. Подготовка притира осуществляется двумя способами:
Поверхность притира натирают керосином, наносят на нее абразивный порошок и шаржируют, т. е. вдавливают зерна материала в поверхность притира, используя для этого стальной валик, если притир плоский, или стальную плиту с нанесенным на нее слоем абразивного материала, если притир конический или цилиндрический.
Поверхность притира покрывают слоем абразива, не подвергая ее шаржированию. В этом случае обработка выполняется свободным абразивом.
Правила выполнения работ при доводке зависят от этапа выполнения работ.
Перед началом работы необходимо:
определить способ доводки (свободным абразивом или с использованием шаржированного притира) в зависимости от требований к обработанной поверхности;
проверить состояние притира и обрабатываемой поверхности заготовки на отсутствие коробления, а также качество сопряжений и предварительной отделки, снять заусенцы;
закрепить заготовку на деревянном бруске при обработке широких плоских поверхностей;
подготовить притирочные кубики и призмы при доводке узких граней.
В процессе работы следует:
нанести на доводочную плиту смесь машинного масла, керосина и абразивного порошка или доводочную пасту, если обработка будет производиться свободным абразивом;
смазать притир смесью машинного масла с керосином при доводке шаржированным притиром, абразивный материал при этом наносить не следует, так как он шаржирован в притир;
выполнить доводку обрабатываемой поверхности, используя всю рабочую поверхность притира;
заменять притирочную массу после 30 — 40 рабочих движений притира (заготовки), каждый раз уменьшая ее зернистость на один номер;
произвести окончательную обработку без нанесения на притир абразивного материала.
По окончании проверяют качество обработки:
внешним осмотром (поверхность должна быть равномерно матовой, без блестящих пятен);
лекальной линейкой, поверочным угольником, контршаблоном (зазор должен быть минимальным и равномерным).
Правила выполнения работ при притирке, так же, как и при доводке, соотносятся с этапами процесса обработки.
Перед началом работы следует:
проверить подлежащие притирке заготовки на прямолинейность;
убедиться в качественном сопряжении притираемых заготовок;
оценить качество подготовки заготовок под притирку;
снять заусенцы и удалить царапины.
В процессе притирки необходимо:
использовать метод обработки свободным абразивом, нанося на одну из притираемых поверхностей смесь из машинного масла, керосина и абразивного порошка или пасту;
совершать рабочее движение по часовой стрелке при притирке цилиндрических и конических пар;
осуществлять обработку поворотом одной сопрягаемой детали относительно другой в разные стороны на 30…40 и 180° при притирке пробковых кранов;
заменять периодически притирочную массу, контролируя визуально качество притирки.
По окончании следует проверить качество притирки:
внешним осмотром — не допускаются царапины и блестящие пятна, притертые поверхности должны быть равномерно матовыми;
«на карандаш» — карандашные риски, нанесенные на одну из сопрягаемых деталей, при повороте детали в гнезде должны истираться равномерно;
«на керосин» — залитый в отверстие крана керосин при хорошем качестве притирки не должен проходить между притертыми поверхностями в течение 2 мин.