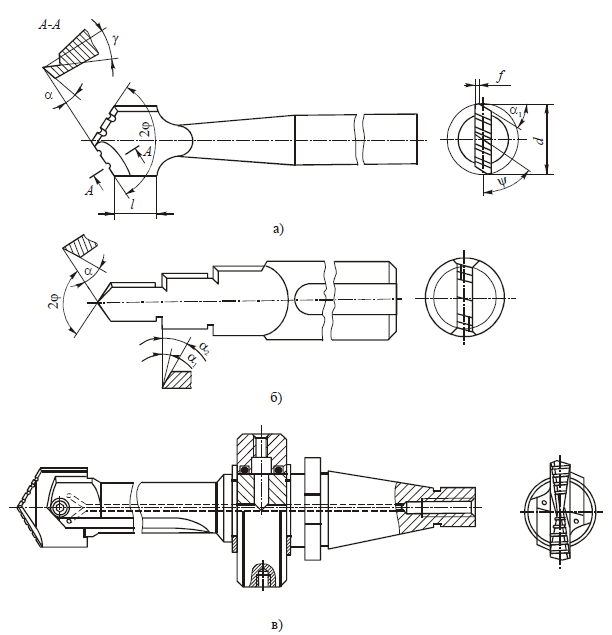
Перовые сверла известны с древних времен. Так, например, в археологических раскопках были найдены их прототипы в виде лопатки из твердого материала, заостренной на конце и предназначенной для сверления вручную отверстий в более мягких материалах. Со времени появления металлообработки перовые сверла постоянно совершенствовались. Современные конструкции перовых сверл показаны на рис. 1, а, б, в.
Цельные перовые сверла (рис. 1, а) изготавливают из прутка путем ковки или фрезерования режущей части в форме пластины, которая затачивается на конус под углом 2φ = 118°. При этом образуются две главные и две вспомогательные режущие кромки. Заточкой двух плоских задних поверхностей создается задний угол α = 10…12°. При пересечении этих поверхностей образуется поперечная режущая кромка (перемычка). Если передние поверхности плоские, то передние углы на главных режущих кромках имеют отрицательные значения, что нежелательно из-за возрастания силовой нагрузки на сверло и появления вибраций.
Рис. 1. Перовые сверла: а — цельное; б — для сверления ступенчатых отверстий; в — сборное, с внутренним напорным охлаждением
Для улучшения процесса резания производится подточка передней поверхности сверла под углом γ = 5…100. которая, однако, ослабляет прочность режущего клина. Для уменьшения трения на вспомогательных кромках затачивается задний угол α1 = 5…80 с оставлением узких цилиндрических фасок шириной f = 0,2…0,5 мм по всей длине режущей части, которые обеспечивают лучшее направление сверла в отверстии.
Достоинствами перовых сверл являются простота конструкции, а также
возможность изготовления их любого диаметра и длины даже в условиях ремонтных
мастерских.
К недостаткам перовых сверл можно отнести:
1) затрудненные условия отвода стружки;
2) склонность к вибрациям из-за малой жесткости режущей части;
3) небольшой запас на переточку;
4) низкую производительность процесса сверления из-за малых значений подачи и в связи с необходимостью периодического вывода сверла из отверстия для освобождения от стружки.
Примеры совершенствования конструкций перовых сверл показаны на рис. 1, б и в. Первая из них применяется для сверления неглубоких ступенчатых отверстий на станках-автоматах. Она позволяет сократить число операций и, следовательно, инструментов. Вторая конструкция представляет собой сборное перовое сверло с режущей сменной пластиной, закрепляемой в стержне любой длины. Для улучшения отвода стружки предусматривается ее деление по ширине с помощью стружкодробящих канавок на задних поверхностях. Через патрон и отверстие в стержне можно подавать под давлением СОЖ, которая одновременно с отводом тепла из зоны резания вымывает стружку из отверстия.
Набор быстросменных пластин, разных по диаметру, позволяет сократить номенклатуру сверл и расходы на их изготовление. Такие сверла в последние годы стали широко применять на многооперационных станках с ЧПУ, главным образом при рассверливании отверстий.
Сверла — это осевые режущие инструменты, предназначенные для образования отверстий в сплошном материале, а также для обработки (рассверливания) отверстий, предварительно изготовленных ковкой, штамповкой, литьем или сверлением. Они широко применяются в машиностроении, занимая по этому признаку второе место после резцов.
Кинематика процесса сверления состоит из двух движений: главного
— вращательного вокруг оси инструмента (заготовки) и поступательного —
движения подачи вдоль той же оси.
По конструктивному исполнению сверла отличаются большим разнообразием,
которое можно свести к следующим основным типам: 1) перовые (лопаточные); 2)
спиральные (с винтовыми канавками); 3) специальные (для сверления глубоких
отверстий, кольцевые, комбинированные и др.).
В качестве материала рабочей части в основном
используются быстрорежущие стали и прежде всего сталь марки Р6М5. В последние
годы в нашей стране и особенно за рубежом в больших объемах выпускаются
различные конструкции сверл, оснащенных твердыми сплавами.
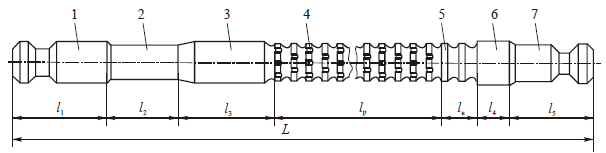
Протяжки состоят из следующих основных частей: хвостовика, шейки, передней и задней направляющих, режущей и калибрующей частей, заднего хвостовика (рис.1).
Хвостовик служит для присоединения
протяжки к патрону станка. Основные типы и размеры хвостовиков
стандартизированы (ГОСТ 4044-70). При этом диаметр хвостовика должен быть
меньше диаметра отверстия под протягивание на 1…2 мм.
Шейка и следующий за ней переходный конус выполняют вспомогательную роль. Их длина должна обеспечивать возможность присоединения протяжки к патрону перед началом протягивания. Переходный конус обеспечивает свободное вхождение передней направляющей в протягиваемое отверстие. Диаметр шейки берется меньше диаметра хвостовика на 0,3…1,0 мм.
Передняя направляющая служит для центрирования оси заготовки относительно оси протяжки перед протягиванием, чтобы исключить перекос заготовки, который может привести к поломке протяжки или порче обработанной поверхности. Длина передней направляющей должна быть равна длине L0 протягиваемого отверстия, а при больших длинах — не менее 0,6L0. Форма передней направляющей должна соответствовать форме отверстия в заготовке, а допуск на диаметр направляющей берется по е8.
Задняя направляющая выполняет ту
же роль, что и передняя, предохраняя протяжку от перекоса при выходе ее
калибрующей части из обработанного отверстия. По длине она несколько меньше
длины передней направляющей, а ее диаметр выполняется точнее, с допуском по f7. Форма задней направляющей должна быть такой
же, как у протянутого отверстия.
Для автоматического возврата протяжки в исходное
положение после протягивания, особенно при больших длине и диаметре протяжки,
после задней направляющей иногда предусматривается задний хвостовик,
закрепляемый в патроне каретки станка. По форме он подобен переднему хвостовику.
Наличие этого хвостовика также предохраняет протяжку от провисания и перекоса в
отверстии и позволяет избежать искажения формы и размера обработанного
отверстия.
Режущая (рабочая) часть протяжки
служит для удаления припуска и формирования поверхности протянутого отверстия.
Она содержит черновые и чистовые, а при групповой схеме резания еще и
переходные зубья, располагаемые на ступенчато-конической поверхности. Длина
режущей части равна произведению числа зубьев на их шаг, который, в свою
очередь, зависит от требований к точности протягиваемого отверстия,
шероховатости его поверхности и величины снимаемого припуска. Диаметры зубьев
рассчитывают исходя из принятой схемы резания.
Калибрующая часть содержит 4…10
зубьев одинакового диаметра, равного диаметру последнего чистового зуба, и
служит для калибровки отверстия, уменьшения рассеивания его размеров, а также
является запасом на переточку: по мере износа чистовых зубьев калибрующие зубья
заточкой могут быть переведены в чистовые. Тем самым увеличивается общий срок
службы протяжки.
Калибрующие зубья припуск не срезают, а удаляют
микронеровности поверхности, остающиеся после прохода чистовых зубьев, и обеспечивают
направление протяжки в отверстии.
Конструкция режущей части протяжки определяется принятой схемой резания, под которой понимают принятый порядок последовательного срезания припуска.
Различают следующие схемы резания: а) по способу
деления припуска по толщине и ширине — одинарная и групповая; б) по способу
формирования обработанной поверхности — профильная, генераторная и
комбинированная.
Рассмотрим первые две схемы на примере обработки
круглых отверстий.
Одинарная схема резания характерна тем, что каждый зуб протяжки срезает припуск определенной толщины по всему периметру обрабатываемого отверстия за счет того, что диаметр каждого последующего зуба больше диаметра предыдущего на величину 2αz, где αz — подъем или подача на зуб (αz=sz).
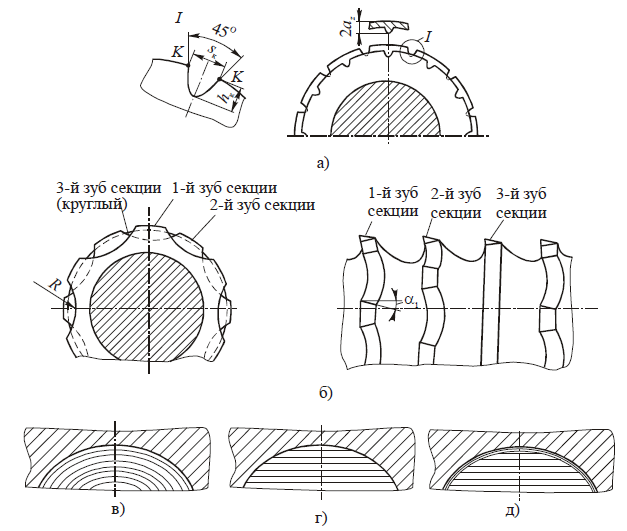
Так как кольцевая стружка недопустима, то для деления стружки по ширине на режущих кромках необходимо делать стружкоделительные канавки V-образной формы (рис.2, а), которые располагают в шахматном порядке при переходе от одного зуба к другому. Стружкоделительные канавки имеют глубину h =0,4.. .1,0 мм и ширину Sк=0,6…1,2 мм в зависимости от диаметра протяжки. Снимаемые каждым зубом стружки получаются в виде отдельных частей с ребром жесткости толщиной 2αz за счет того, что на участке канавки предыдущего зуба стружка не снимается. Ребро жесткости ухудшает свертываемость стружки в канавках между зубьями, из-за чего приходится значительно снижать величину подачи на зуб. Это приводит к нежелательному увеличению длины протяжки. Так, для цилиндрических протяжек ориентировочные значения толщин среза равны: при обработке сталей — αz=0,02…0,04 мм; чугуна — αz=0,03…1,0 мм; алюминия — αz=0,02…0,05 мм; бронзы и латуни — αz=0,05…0,12 мм.
Рис.2. Схемы резания, применяемые при протягивании: а — одинарная; б — групповая; в — профильная; г — генераторная; д — комбинированная
При большей толщине среза жесткость стружки мешает ее завиванию
во впадине между зубьями. Стружка упирается в дно впадины, в результате чего
возможны ее заклинивание и даже поломка протяжки.
Стружкоделительные канавки прорезают шлифовальным кругом при небольшом (2…3°) поднятии заднего центра протяжки для создания заднего угла по дну канавки. При этом ослабляются режущие кромки зубьев в точках K пересечения канавок с задней поверхностью. Это приводит к более интенсивному износу зубьев на этих участках и, соответственно, к снижению стойкости протяжки.
Схема группового резания (рис.2, б) отличается от вышеописанной тем, что все режущие зубья делятся на группы или секции, состоящие из 2…5 зубьев, в пределах которых зубья имеют одинаковый диаметр. Припуск по толщине делится между группами зубьев, а по ширине — между зубьями группы благодаря широким выкружкам, выполненным в шахматном порядке. Каждый зуб снимает отдельные части припуска участками режущей кромки, где нет выкружек. При этом благодаря большой ширине выкружек снимаемая стружка не имеет ребер жесткости, хорошо скручивается в канавках между зубьями, даже при увеличении толщины среза до az = 0,3…0,4 мм при обработке стали и до az = 1,0…1,2 мм — при обработке чугуна. За счет этого при групповой схеме резания возможно существенное сокращение длины режущей части протяжки.
Широкие выкружки на зубьях обеспечивают увеличение угла стыка выкружек и режущих кромок до 130…150°. Это в сочетании с задними углами α1= 4…6° на вспомогательных режущих кромках, полученными при вышлифовывании выкружек, обеспечивает повышение стойкости протяжек в 2…3 раза по сравнению с одинарной схемой резания.
При проектировании протяжек с групповой схемой резания последний зуб в группе, не имеющий выкружек и выполняющий роль зачистного, делают с занижением на 0,02…0,04 мм по диаметру относительно других зубьев. Это необходимо, чтобы избежать образования кольцевых стружек, возможных при упругом восстановлении обработанной поверхности после прохода прорезных зубьев.
Недостатком групповой схемы резания является повышенная трудоемкость
изготовления протяжки по сравнению с одинарной схемой.
Форма режущих кромок зубьев протяжки определяется принятой схемой
формирования обработанной поверхности.
При профильной схеме (рис.2, в) контур всех режущих кромок подобен профилю протягиваемого отверстия. При этом в окончательном формировании обработанной поверхности принимают участие только последние зубья, а остальные служат для удаления припуска. При сложной форме отверстий использование такой схемы нецелесообразно, так как усложняет изготовление протяжки. Профильная схема в основном применяется при формировании простых по форме поверхностей, например, круглых или плоских.
При использовании генераторной схемы (рис. 2, г) форма режущих кромок не совпадает с формой обработанной поверхности, которая формируется последовательно всеми зубьями. В этом случае упрощается изготовление протяжки путем шлифования напроход всех зубьев абразивным кругом одного профиля. Однако при этом на обработанной поверхности возможно появление рисок (ступенек) вследствие погрешностей заточки зубьев, что ухудшает качество обработанной поверхности.
При высоких требованиях к шероховатости обработанной поверхности рекомендуется использовать комбинированную схему (рис. 2 , д), при которой два-три последних режущих и калибрующие зубья работают по профильной, а остальные — по генераторной схемам.
Протяжки — это многозубые высокопроизводительные инструменты, нашедшие широкое применение в серийном и особенно в массовом производствах. Они относятся к инструментам с конструктивной подачей, так как при протягивании движение подачи отсутствует.
Деление припуска между зубьями протяжки осуществляется за счет превышения по высоте или ширине каждого последующего зуба относительно предыдущего. Превышение по высоте, определяющее толщину срезаемого слоя αz, называется подъемом или подачей на зуб. Деление припуска по ширине осуществляется с целью облегчения процесса резания и используется в протяжках с групповой схемой резания.
Протяжки, применяемые для обработки отверстий различных форм, называются внутренними протяжками. Для обработки наружных поверхностей, т.е. поверхностей с открытым незамкнутым контуром, применяют наружные протяжки.
Главное движение протяжки, обеспечивающее процесс резания, чаще
всего прямолинейное, поступательное. Реже встречаются протяжки с вращательным
или винтовым главным движением.
Процесс протягивания осуществляется на специальных горизонтальных
или вертикальных протяжных станках.
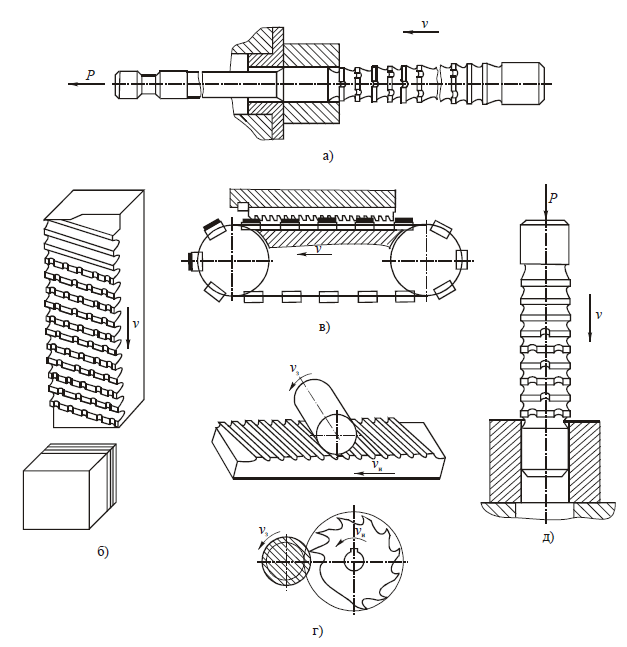
На рис.1 показано несколько схем протягивания:
при обработке отверстий (рис.1, а) и наружных поверхностей (рис.1, б) с возвратно-поступательным движением инструмента и неподвижной заготовкой;
при непрерывном протягивании наружных поверхностей с автоматической загрузкой и выгрузкой заготовок, перемещающихся относительно неподвижной протяжки (рис.1, в);
при обработке тел вращения плоскими или круглыми протяжками (здесь главное движение или прямолинейное, или вращательное, при этом протяжка совершает один оборот) (рис.1, г);
при обработке отверстий прошивками (рис.1, д) сила приложена к торцу инструмента и, таким образом, прошивки работают на сжатие. Для обеспечения продольной устойчивости прошивок их длина не должна превышать 15 диаметров. По конструкции прошивки подобны протяжкам.
Рис.1. Схемы протягивания: а — отверстий; б — плоскостей; в — непрерывное протягивание наружной поверхности; г — обработка цилиндрической поверхности плоской и круглой протяжками; д — обработка отверстия прошивкой
Встречаются и другие схемы протягивания, которые, как и сам инструмент,
постоянно совершенствуются.
Впервые протяжки появились в 30-х годах XX столетия и нашли широкое применение благодаря следующим
достоинствам процесса протягивания:
высокая производительность, так как в процессе резания снимается припуск одновременно несколькими зубьями. При этом активная длина режущих кромок очень большая, хотя скорость резания невелика (6…12м/мин). Так, например, при протягивании отверстия диаметром 30мм одновременно пятью зубьями ширина срезаемого слоя составляет около 470 мм. В целом производительность при протягивании в 3.12 раз выше, чем при других видах обработки;
высокая точность (JT 7… JT8) и низкая шероховатость (Ra 0,32…2,5 мкм) обработанных поверхностей благодаря наличию черновых, чистовых и калибрующих зубьев, а в некоторых конструкциях протяжек еще и выглаживающих зубьев. Протягивание заменяет фрезерование, строгание, зенкерование, развертывание, а иногда и шлифование;
высокая стойкость инструмента, исчисляемая несколькими тысячами деталей. Это достигается благодаря оптимальным условиям резания и большим запасам на переточку;
простота конструкции станков, так как при протягивании отсутствует движение подачи, поэтому станки не имеют коробок подач, а главное движение осуществляется с помощью силовых гидроцилиндров.
К недостаткам протяжек можно отнести:
высокие трудоемкость и стоимость инструмента
из-за сложности конструкций протяжек и высоких требований к точности их
изготовления;
протяжки — это специальные инструменты,
предназначенные для изготовления деталей только одного типоразмера;
высокие затраты на переточку, обусловленные
сложностью конструкций этих инструментов.
Отсюда экономическая эффективность применения протяжек достигается
лишь в массовом и серийном производствах. Однако даже на предприятиях с
единичным и мелкосерийным производствами протяжки могут дать значительный
экономический эффект при обработке сложных фасонных отверстий, если формы
обрабатываемых поверхностей и их размеры имеют узкие допуски. Например, при
протягивании многошлицевых отверстий экономически оправдано применение протяжек
даже при партии 50 деталей в год, а круглых отверстий — не менее 200 деталей.
При проектировании протяжек необходимо иметь в виду следующие
особенности их работы:
протяжки испытывают очень большие растягивающие нагрузки, поэтому внутренние протяжки обязательно проверяют на прочность по наиболее слабым сечениям;
срезаемая при протягивании стружка должна свободно размещаться в стружечных канавках в течение всего времени нахождения режущих зубьев в контакте с заготовкой и свободно выходить из канавки после прекращения процесса резания. Поэтому вопросы размещения и разделения стружки по ширине требуют большого внимания. Так, например, при протягивании круглых отверстий не допускаются кольцевые стружки, потому что для освобождения от них протяжек потребовались бы большие затраты времени;
длина протяжек должна соответствовать рабочему ходу протяжного станка, а также возможностям оборудования для их термической и механической обработки. При этом протяжки должны иметь достаточную жесткость при изготовлении и эксплуатации, поэтому при протягивании иногда используют люнеты и другие приспособления.
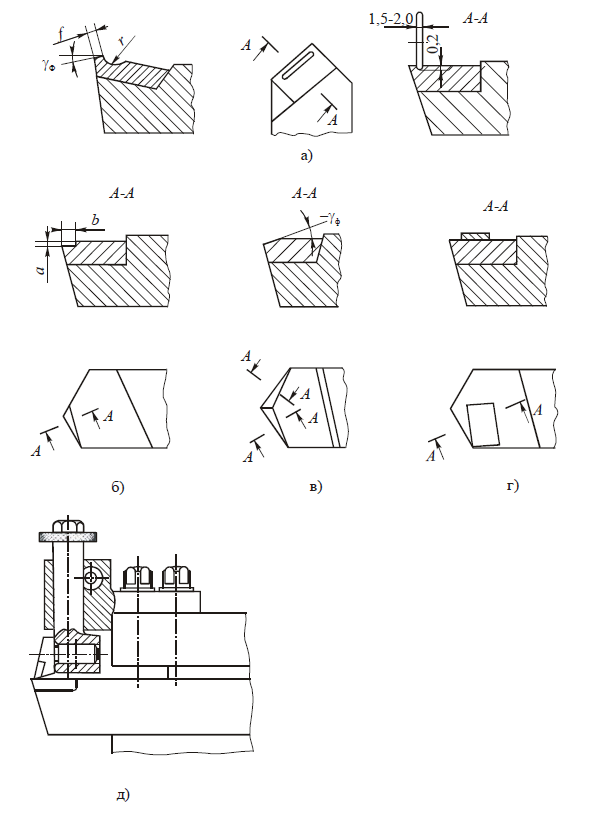
Проблема надежного удаления стружки из зоны резания имеет наиболее острое значение при использовании твердосплавных резцов и особенно при обработке пластичных материалов, когда из-за резко возросших скоростей резания значительно увеличивается объем образующейся стружки и изменяется ее форма. Нагретая до высоких температур стружка в виде непрерывной ленты наматывается на заготовку и резец, портит обрабатываемую поверхность и представляет собой серьезную опасность для рабочих. Поэтому станочнику приходится часто останавливать станок для ее удаления. Для получения транспортабельной формы стружки в виде отдельных кусочков, сегментов, колец, коротких завитков или сплошной пружины применяют специальные способы стружкозавивания и стружколомания. Обычно для этого на передней поверхности резца на пути сходящей стружки создают специальные препятствия в виде лунок, канавок, сферических выступов или углублений вдоль режущей кромки, а также накладных нерегулируемых уступов и регулируемых стружколомов. Примеры таких устройств приведены на рис.1.
Рис.1. Способы стружколомания и стружкозавивания: а — лунки; б — уступ; в — фаски с Уф<0; г — накладной нерегулируемый стружколом; д — регулируемый стружколом
Лунки (рис.1, а) и уступы (рис.1, б), применяемые на черновых и получистовых операциях, получают путем вышлифовывания алмазными кругами у проходных резцов с напайными твердосплавными пластинами. К сожалению, они не универсальны, так как для каждого обрабатываемого материала и определенного режима резания требуется определять опытным путем их параметры f, r, a, b и др., обеспечивающие нужную форму стружки.
Хорошо показала себя заточка фасок переменной ширины вдоль главной и вспомогательной режущих кромок с отрицательным передним углом (рис.1, в). Ребро, образующееся при их пересечении, обеспечивает надежное дробление стружки при точении высоколегированных сталей, но несколько снижает стойкость резца.
Накладные стружколомающие элементы используются двух типов: нерегулируемые (1, г) и регулируемые (1, д). Первые выполняются в виде пластины, напаиваемой сверху режущей пластины. В отличие от лунок и уступов, такой стружколом не снижает прочности режущей пластины, но требует предварительного экспериментального определения положения относительно главной режущей кромки. При переточке резцов необходима перепайка накладной пластины, что неудобно, поэтому такие стружколомы применяются крайне редко.
Накладные регулируемые стружколомы представляют собой самостоятельные устройства, закрепляемые на суппорте станка. Их рабочая часть выполняется в виде напайной твердосплавной пластины-уступа, устанавливаемой в определенном положении относительно режущей кромки, которое обеспечивает надежное дробление или завивание стружки. Устройство позволяет регулировать положение такого уступа относительно режущей кромки при смене режимов резания. Недостатком уступа является сложность и громоздкость конструкции, ухудшающие условия отвода стружки.
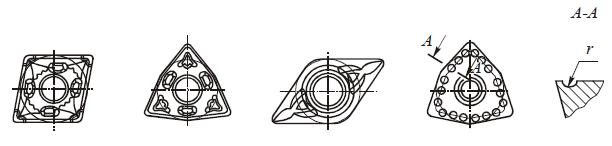
У резцов, оснащенных СМП, стружколомающие канавки и уступы получают методом прессования. При этом форма передней поверхности принимает порой экзотический вид с использованием лунок, канавок и уступов переменной глубины, высоты и ширины. Некоторые примеры оформления таких пластин приведены на рис.2. Здесь эффект стружкодробления достигается как за счет изменения ширины площади контакта стружки с передней поверхностью резца, так и за счет силового воздействия на сходящую стружку. Кроме того, эффект усиливается за счет изменения по длине режущей кромки условий контакта стружки с передней поверхностью резца и улучшения условий подвода СОЖ в область контакта.
Рис.2. Некоторые виды передних поверхностей твердосплавных СМП
В автоматизированном производстве применяют также
кинематический способ дробления стружки, заключающийся в использовании принудительных
колебаний резца в направлении подачи. При этом толщина стружки меняется и
стружка распадается на отдельные кусочки. Следует отметить, что этот метод
несколько снижает стойкость инструмента и требует применения специальных
устройств, встраиваемых в механизм подачи станка, что усложняет конструкцию
последнего.