Резка (резание) — операция, связанная с разделением материалов на части при помощи ножовочного полотна, ножниц или другого режущего инструмента.
К инструментам и приспособлениям, получившим наиболее широкое применение при резке, относятся ручные слесарные ножовки и ножницы различных конструкций (для разрезания листового материала и профильного проката); труборезы и приспособления для закрепления разрезаемых заготовок.
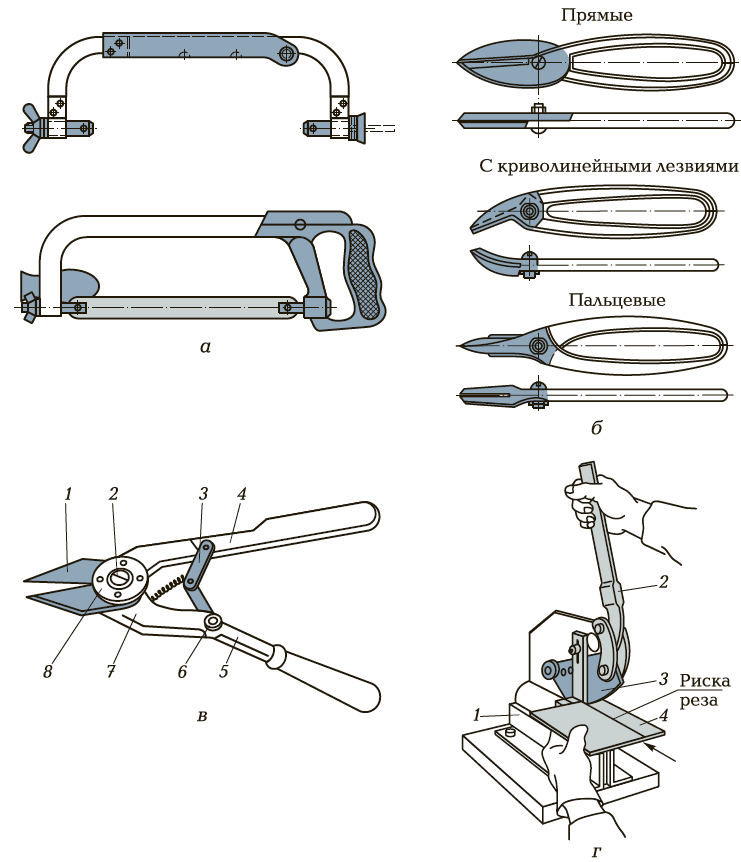
Ручные слесарные ножовки (рис. 1, а) предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы (рис. 1, б) изготавливают прямыми, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
Силовые ножницы (рис. 1, в) применяют при разрезании листовой стали толщиной до 2,5 мм.
Ручные настольные рычажные ножницы (рис. 1, г) применяют для разрезания стальных листов толщиной до 4 мм и алюминиевых или латунных — до 6 мм.
Рис. 1. Инструменты для разрезания металла: а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
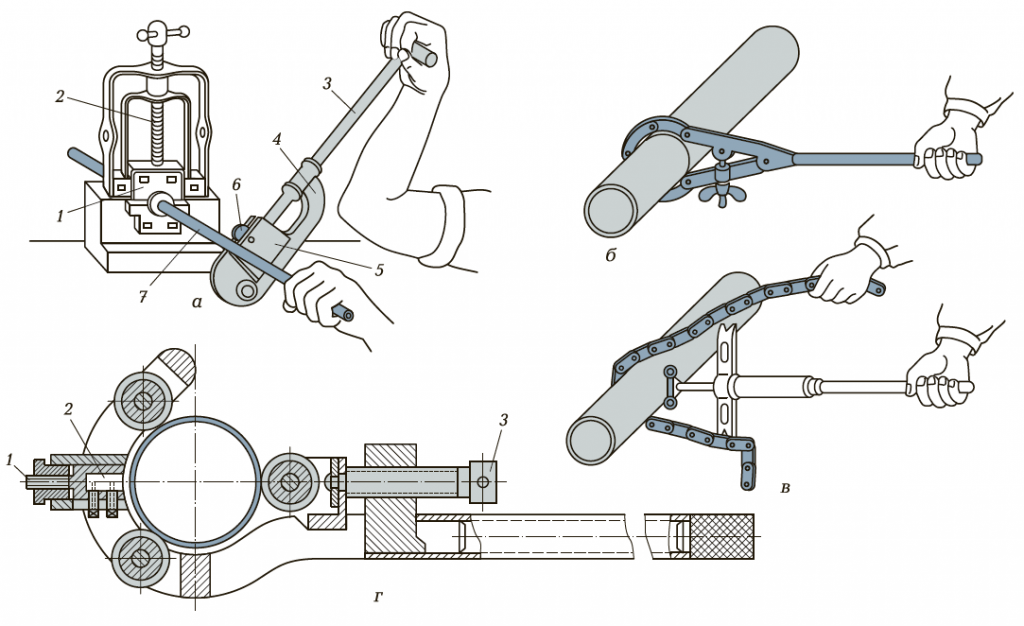
Труборезы (рис. 2) обеспечивают более качественное по сравнению со слесарной ножовкой разрезание труб.
При разрезании заготовок их необходимо закреплять либо в тисках, либо в специальных приспособлениях, например трубных прижимах.
Правила разрезания материалов ручными инструментами.
При резании металла ручными инструментами следует соблюдать ряд правил, которые в значительной мере различаются в зависимости от используемого инструмента и свойств материала, подвергаемого разрезанию.
При разрезании материалов ручной ножовкой следует придерживаться следующих правил:
Проверить правильность установки и натяжения ножовочного полотна в станке ручной ножовки.
Произвести разметку линии реза по всему периметру заготовки с припуском 2…3 мм на последующую обработку.
Закрепить заготовку в тисках.
Разрезание полосового и углового материала следует производить по широкой части заготовки.
В том случае, если длина реза на заготовке превышает размер полотна ножовочного станка, разрезание следует производить ножовочным полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым на 90° полотном).
Листовой материал малой толщины при разрезании следует зажимать в тисках между деревянными брусками и разрезать вместе с ними.
При разрезании труб их следует закреплять в трубном прижиме или в тисках с использованием доя этого профильных (призматических) деревянных прокладок.
В процессе разрезания заготовки необходимо:
в начале разрезания наклонять ножовку от себя на 10… 15°;
при разрезании ножовочное полотно удерживать в горизонтальном положении;
в работе использовать не менее 3/4 ножовочного полотна;
рабочее движение производить плавно, без рывков;
в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
При разрезании листового металла ручными ножницами необходимо выполнять следующие правила:
при разметке заготовки необходимо предусмотреть припуск 0,5 мм на последующую обработку;
разрезание следует производить при надетых на руки руковицах;
разрезаемую заготовку следует располагать строго перпендикулярно лезвиям ножниц;
в конце разрезания лезвия ножниц не следует сводить полностью;
разрезание следует производить строго по линии разметки.
При разрезании металла ручными рычажными ножницами следует:
работать в рукавицах;
разрезание листового материала размером более 0,5×0,5 м производить вдвоем (один должен поддерживать лист и продвигать его в направлении от себя по нижнему ножу, а другой — нажимать на рычаг ножниц);
располагать разрезаемую заготовку строго перпендикулярно плоскости подвижного ножа;
не доводить ножи до полного сжатия в конце каждого реза.
При разрезании труб труборезом рекомендуется:
отмечать линию реза мелом по всему периметру трубы;
прочно закреплять трубу в трубном прижиме или в тисках с использованием профильных деревянных прокладок;
располагать место реза не более чем в 100 мм от зажимных губок прижима или тисков;
смазывать место реза машинным маслом;
следить за перпендикулярностью рукоятки трубореза оси трубы;
следить, чтобы диски трубореза располагались точно, без перекоса по линии реза;
не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
поддерживать труборез обеими руками в конце реза.
Механизация работ при резке.
Механизация работ при резке осуществляется главным образом за счет ручного механизированного инструмента, в качестве которого, в большинстве случаев, применяют механическую ножовку и ручные электровибрационные ножницы.
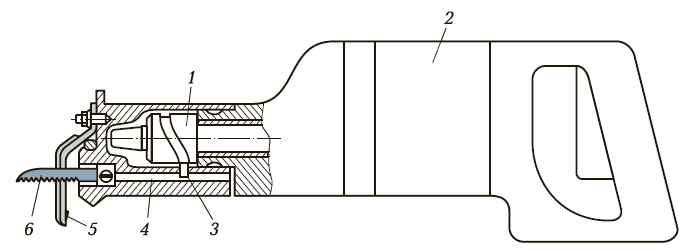
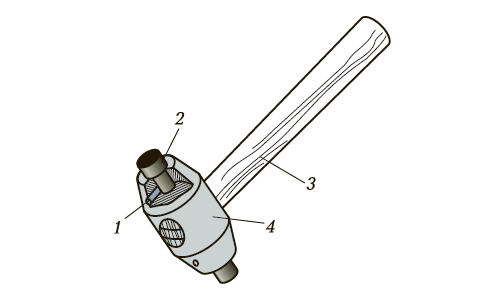
Механическая ножовка (рис. 3) состоит из корпуса 2, в котором помещен электрический двигатель. На валу двигателя установлен барабан 1, в спиральный паз которого входит палец 3, соединенный с ползуном 4. На ползуне укреплено ножовочное полотно 6. При вращении барабана ножовочное полотно получает возвратно-поступательное движение и выполняет разрезание металла. Во время работы ножовка упирается скобой 5 и поддерживается за рукоятку.
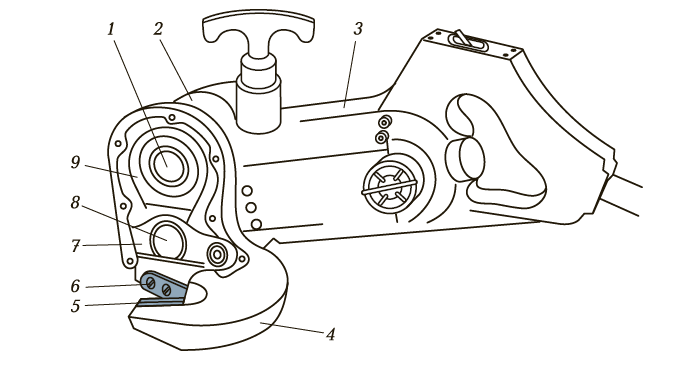
Ручные электровибрационные ножницы (рис. 4) позволяют разрезать листовую сталь толщиной до 2,7 мм. Ножницы состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса 2 ножовочной головки. Двигатель через червячную передачу приводит в движение эксцентриковый вал 1. Шатун 9, установленный на эксцентриковый вал 1, нижней головкой связан с пальцем 8 рычага верхнего ножа 6. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла. Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого металла.
Гибка (изгибание) — операция, в результате которой заготовка принимает требуемые форму и размеры за счет сжатия внутренних и растяжения наружных слоев материала заготовки. При изгибании слои материала заготовки, расположенные вдоль ее оси, не претерпевают изменений, сохраняя свои первоначальные размеры. Эти слои материала заготовки называют нейтральными. Расчет размеров заготовки производится относительно нейтральной линии.
Гибка выполняется вручную с использованием универсальных инструментов и материалов и специальных приспособлений.
Гибка может осуществляться как в холодном, так и в горячем состоянии, когда нагревают заготовку целиком или отдельные ее участки.
Инструменты, материалы и приспособления для гибки выбирают в зависимости от материала, размеров и способа гибки.
Инструменты для гибки.
Слесарные молотки с круглым или с квадратным бойком применяют при гибке листового материала толщиной более 0,6 мм, полосового и профильного проката толщиной до 0,6 мм.
Молотки с мягкими вставками и киянки используют при гибке тонколистового материала толщиной до 0,5 мм, заготовок из цветного металла и предварительно обработанных заготовок.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,6 мм и проволоки.
Вспомогательные материалы, применяемые при гибке.
При гибке труб в зависимости от их материала и размеров для предупреждения образования складок на внутренней поверхности трубы их предварительно заполняют наполнителем. В качестве наполнителей используют:
песок — при гибке как в холодном, так и в горячем состоянии труб диаметром 10 мм и более из отожженной стали при радиусе гибки более 200 мм; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
канифоль — при гибке в холодном состоянии труб из отожженной меди и латуни при радиусе гибки, не превышающем 100 мм.
Приспособления, применяемые при гибке.
Приспособления для нагрева труб перед гибкой обеспечивают нагрев трубы в месте изгиба или изгибаемой заготовки в целом. Для этих целей служат установки токов высокой частоты (ТВЧ), пламенные печи, горны и паяльные лампы.
Специальные приспособления для гибки предназначены для выполнения определенного вида работ с определенными изделиями.
При гибке следует придерживаться следующих правил:
при изгибании листового и полосового материала в тисках разметочную риску следует располагать точно по уровню губок тисков. Полосовой материал толщиной свыше 3 мм следует изгибать только в сторону неподвижных губок тисков;
при гибке из полос и круглого проката деталей типа уголков, скоб, крючков, колец необходимо предварительно рассчитать длину элементов и общую длину заготовки, размечая при этом места изгиба;
при массовом изготовлении деталей типа скоб следует применять оправки, размеры которых соответствуют размерам элементов детали;
при гибке труб любым методом шов должен располагаться внутри изгиба.
Последовательность выполнения работ при гибке зависит от типа заготовки. Особое место при выполнении гибочных работ занимают гибка труб и навивка пружин.
Гибка труб может производиться как в холодном, так и в горячем состоянии.
Гибка труб в холодном состоянии выполняется в следующей последовательности:
нагревают трубу до температуры 600…700 °C и охлаждают на воздухе до температуры окружающей среды;
один конец трубы закрывают пробкой и заполняют ее наполнителем (сухой просеянный песок), нанося легкие удары молотком по стенкам трубы для обеспечения ее полного и плотного заполнения, после чего второй конец трубы также закрывают пробкой;
изгибают трубу на оправке необходимого диаметра;
извлекают из трубы пробки и удаляют наполнитель.
Гибка труб в горячем состоянии выполняется так же, как и в холодном. Отличие состоит в том, что после заполнения трубы песком ее нагревают в месте изгиба паяльной лампой.
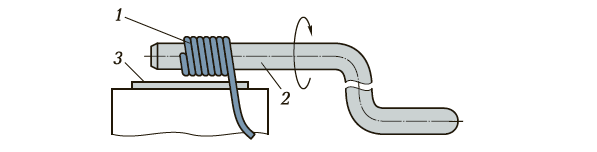
Навивка пружин вручную (рис. 1) осуществляется на оправке в слесарных тисках следующим образом:
выбирают по размеру стальную цилиндрическую оправку 2 и изгибают ее;
сверлят отверстие диаметром на 1…1.5 мм больше диаметра проволоки 1, используемой для навивки пружины;
проволоку, необходимую для навивки пружины, рихтуют и отрезают кусок необходимой длины;
один конец проволоки вводят в отверстие оправки;
оправку с проволокой закрепляют в тисках между двумя деревянными прокладками 3 из твердых пород дерева (дуб, бук);
навивку пружин производят, вращая оправку за рукоятку и наблюдая при этом за тем, чтобы витки проволоки ложились на оправку плотно, один к другому;
оправку с навитой на нее пружиной извлекают из тисков и снимают пружину;
Правка — операция по выправлению изогнутого или покоробленного металла, которой можно подвергать только пластичные металлы и сплавы (алюминий, титан, медь, сталь, латунь). Осуществляется правка с применением различных приспособлений и инструментов.
Инструменты и приспособления выбирают в зависимости от формы и размеров заготовок, подлежащих правке.
Правильные плиты применяют для правки листового, полосового и профильного проката.
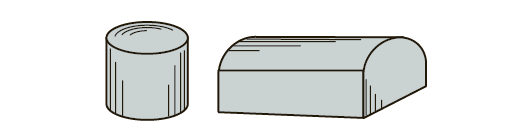
Рихтовальные бабки (рис. 1) применяют, как правило, для рихтовки заготовок из материалов высокой твердости или предварительно закаленных.
Рис. 1. Рихтовальные бабки.
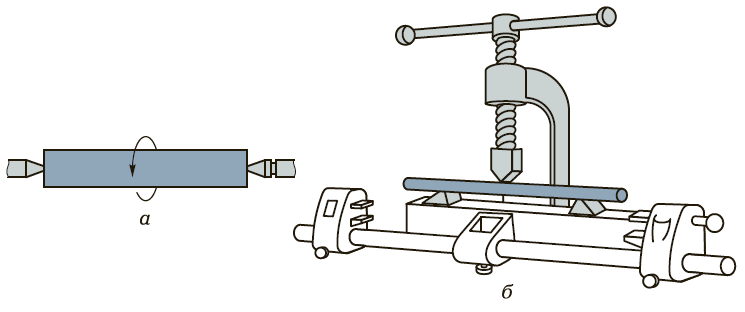
Ручной винтовой пресс (рис. 2) обеспечивает правку круглого и профильного проката.
Рис. 2. Правка в центрах (а) и на призмах (б) с применением ручного винтового пресса.
Молотки применяют для приложения усилия в месте правки. В зависимости от физико-механических свойств материала заготовки и ее толщины выбирают молотки различных типов:
слесарные молотки с квадратным или с круглым бойком применяют при правке заготовок из круглого и полосового проката;
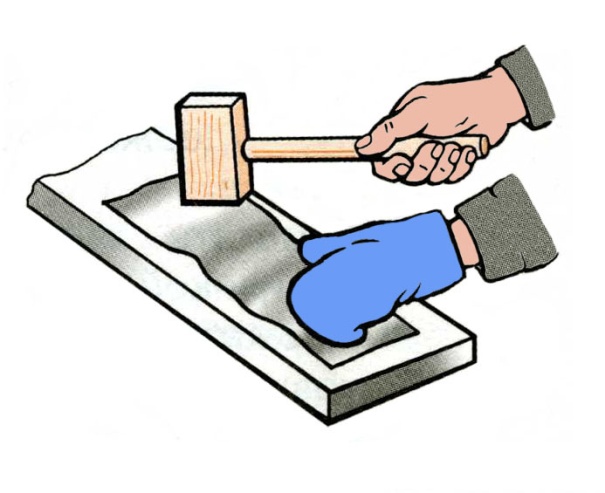
молотки с мягкими вставками (рис. 3) используют для правки заготовок с обработанной поверхностью;
киянки — молотки, ударная часть которых выполнена из дерева твердых пород. Применяют для правки листового металла с высокой пластичностью, например меди;
гладилки металлические или деревянные (из твердых пород дерева) — бруски для выправления (выглаживания) листового металла толщиной до 0,5 мм.
Рис. 3. Молоток с мягкой вставкой: 1 — штифт; 2 — боек; 3 — рукоятка; 4 — корпус
Способы правки выбирают в зависимости от размеров, профиля и физико-механических свойств материала заготовки, подлежащей правке.
Правка изгибом применяется при выправлении круглого и профильного проката, имеющего достаточно большое поперечное сечение. Заготовку располагают на правильной плите выпуклостью вверх и, нанося по ней удары слесарным молотком, выправляют. По мере выправления силу удара ослабляют. Правка изгибом может быть реализована с использованием ручного винтового пресса (см. рис. 2).
Правка вытягиванием применяется при выправлении листового металла, имеющего выпуклость или волнистость. Выполняется такая правка молотками с мягкими вставками или киянками. Правка осуществляется на правильной плите путем нанесения частых несильных ударов от границ выпуклости к краю заготовки.
Правка выглаживанием применяется при выправлении заготовок очень малой толщины (до 0,5 мм) и осуществляется на правильной плите гладилкой, перемещаемой от края неровности к краю заготовки.
Рихтовка — правка термически обработанных (закаленных) заготовок — осуществляется на рихтовальных бабках (см. рис. 1) при помощи специальных рихтовальных молотков.
Ручная правка заготовок выполняется в различной последовательности, определяемой видом заготовки и характером ее деформации.
Правку полосового проката, изогнутого по плоскости, выполняют в следующей последовательности:
отмечают границы изогнутости;
размещают полосу на правильной плите выпуклостью вверх;
наносят удары по выпуклости от ее края к середине, по мере выправления полосы силу удара уменьшают;
качество правки определяют по просвету между полосой и правильной плитой визуально или при помощи щупа.
Правка полосового проката, изогнутого по ребру, осуществляется в следующей последовательности:
определяют границы изогнутости;
изогнутую полосу размещают на правильной плите и прижимают к ней;
наносят удары носком молотка вдоль ребер по всей ширине полосы, начиная с ее вогнутой стороны, уменьшая силу удара по мере приближения к ребру, имеющему выпуклость;
контроль осуществляют, проверяя зазор между выправленной полосой и правйльной плитой.
Правка полосы со спиральной изогнутостью осуществляется следующим образом:
закрепляют один конец полосы в тисках;
устанавливают на свободном конце полосы ручные тисочки;
вращают ручные тисочки в направлении, противоположном спиральной изогнутости полосы, и выправляют ее;
окончательную правку выполняют одним из описанных ранее способов;
контроль осуществляется визуально или щупом.
Правка листового материала киянкой производится следующим образом:
лист укладывают на правильную плиту и отмечают имеющиеся на нем выпуклости;
определяют порядок нанесения ударов, зависящий от расположения выпуклости, и выправляют ее;
если выпуклость находится по середине листа, то удары наносят от ее края к середине, постепенно уменьшая их силу и увеличивая частоту;
при выпуклости, расположенной на краю листа (волнистость), удары наносят от середины листа к его краям, постепенно уменьшая силу удара;
качество правки контролируют визуально или при помощи щупа.
Правка листового материала гладилками выполняется следующим образом:
лист укладывают на плиту выпуклостью вверх так, чтобы его края находились на плите;
прижимают лист левой рукой к правильной плите, а правой перемещают гладилку с небольшим усилием вдоль листа по всей его поверхности до полного выправления выпуклости;
лист переворачивают и окончательно выправляют, постепенно уменьшая нажим на гладилку.
Рихтовка закаленных заготовок производится на рихтовальных бабках в следующей последовательности:
определяют на заготовке границы выпуклости;
укладывают заготовку на рихтовальную бабку так, чтобы выпуклость прилегала к ее поверхности, т. е. заготовка была обращена выпуклостью вверх;
рихтовальным молотком наносят удары по вогнутой поверхности заготовки, перемещая ее при этом на рихтовальной бабке вверх и вниз;
прямолинейность заготовки контролируют лекальной линейкой или щупом на контрольной плите.
Правка круглого проката и труб осуществляется на винтовом прессе следующим образом:
определяют границы изгиба и его верхнюю точку;
устанавливают заготовку на призмах, размещенных на столе пресса, так, чтобы центр выпуклости совпал с осью винта пресса;
прижимают призматический наконечник винта пресса, вращая его, к поверхности заготовки. Вращают винт и, увеличивая нагрузку на заготовку, выправляют ее;
контроль качества правки осуществляется в центрах с применением установленного на стойке индикатора часового типа.
Рубка — операция по снятию с поверхности заготовки слоя материала, а также по разрубанию металла (листового, полосового, профильного) на части режущими инструментами при помощи молотка. Производится рубка в тисках, на плите или наковальне.
Инструменты, применяемые при рубке (зубило, крейцмейсель, канавочник), относятся к режущим инструментам и изготавливаются из углеродистых инструментальных сталей. Твердость рабочей части инструмента для рубки после его закалки должна превышать твердость обрабатываемых материалов и составлять не менее 50 HRC. В качестве ударного инструмента при рубке используют молотки с круглым или с квадратным бойком.
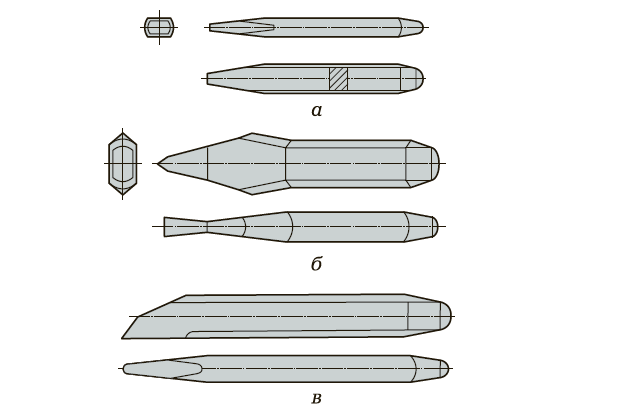
Слесарное зубило (рис. 1, а) предназначено для удаления слоя материала с плоской поверхности и разрубания на части листового, полосового и профильного проката. Рабочая часть зубила затачивается с различными углами заострения, выбор которых зависит от обрабатываемого материала:
чугун и бронза — 70°;
сталь средней твердости — 60°;
латунь и медь — 45°;
алюминиевые сплавы — 35°.
Крейцмейсель (рис. 1, б) отличается от зубила более узкой рабочей частью и применяется для прорубания канавок, шпоночных пазов и ряда других работ.
Канавочник (рис.1, в) применяют для прорубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения.
Рис. 1. Инструменты для рубки: а — зубило; б — крейцмейсель; в — канавочник
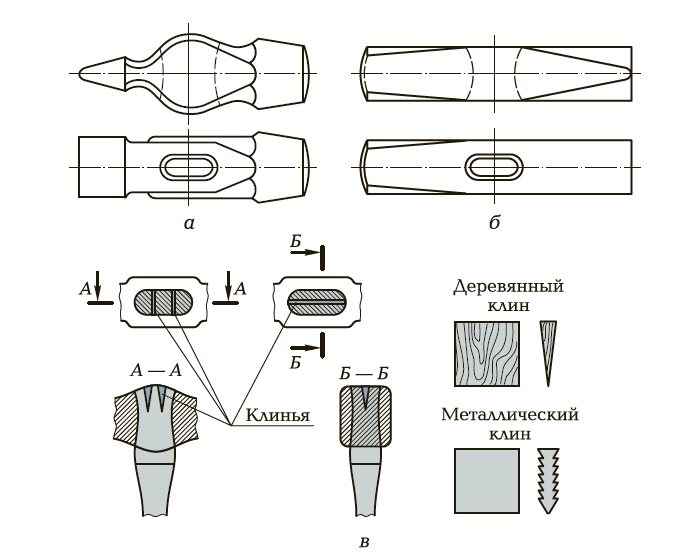
Слесарные молотки применяют при рубке в качестве ударного инструмента для создания силы резания. Молотки бывают двух типов: с круглым (рис. 2, а) или с квадратным (рис. 2, б) бойком. Крепление молотка на рукоятке осуществляют, используя клинья (рис. 2, в).
Рис. 2. Слесарные молотки: а — с круглым бойком; б — с квадратным бойком; в — способы крепления рукоятки
Правила выполнения работ при рубке зависят от того, в каких условиях, т. е. с применением каких приспособлений, она осуществляется.
При рубке листового и полосового материала толщиной до 3 мм по уровню губок тисков необходимо:
часть заготовки, уходящей в стружку, расположить выше уровня губок тисков;
разметочная риска должна точно совпадать с уровнем губок тисков (перекос недопустим);
заготовка не должна выступать за правый торец губок тисков;
рубку по уровню губок тисков следует выполнять средней частью режущей кромки инструмента, располагая его под углом 45° к заготовке;
2. При рубке листового (полосового) материала на плите следует:
режущую кромку зубила затачивать не прямолинейно, а с некоторой кривизной;
разрубание металла по прямой линии производить, начиная с дальней кромки листа;
при вырубании заготовки криволинейного профиля необходимо оставлять припуск (не менее 1 мм) для последующей обработки.
3. При срубании слоя металла по широкой поверхности заготовки сначала при помощи крейцмейселя прорубают канавки шириной 1,5…2 мм по всей поверхности заготовки, а затем зубилом срубают оставшиеся выступы.
4. Прорубание криволинейных канавок и канавок на вогнутых поверхностях, например смазочных канавок на вкладышах подшипника скольжения, выполняется канавочником.
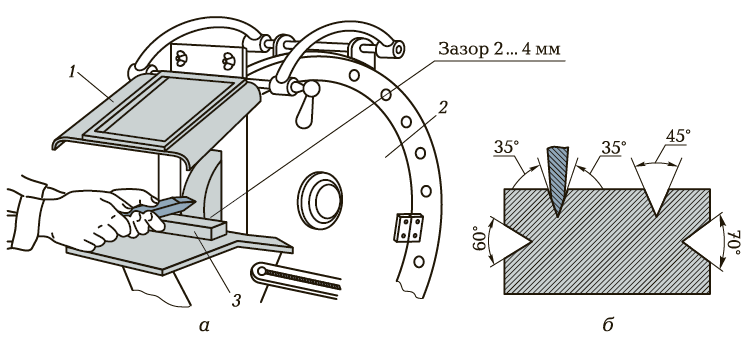
Заточка ручного инструмента для рубки осуществляется на точильно-шлифовальных станках (рис. 3, а). Инструмент устанавливают на подручник 3 и с легким нажимом медленно перемещают его по периферии шлифовального круга. В процессе заточки инструмент периодически охлаждают в воде. Обработку поверхностей режущего клина ведут поочередно (то одну, то другую), что обеспечивает равномерность заточки режущей части и получение правильного угла заострения инструмента. Шлифовальный круг в процессе работы должен быть закрыт кожухом 2. Защита глаз от попадания абразивной пыли производится с помощью специального защитного экрана 1 или защитных очков. Контроль угла заострения режущего инструмента в процессе заточки осуществляют при помощи специального шаблона (рис. 3, б).
Рис. 3. Рабочая зона точильно-шлифовального станка (а) и шаблон для контроля углов заточки (б): 1 — защитный экран; 2 — кожух; 3 — подручник
Ручные механизированные инструменты применяют в тех случаях, когда невозможно применение стационарного оборудования. Наиболее широкое применение нашли механизированные инструменты, у которых главное движение осуществляется от электрического или пневматического двигателя, а вспомогательное движение и управление инструментом — вручную. По характеру главного движения различают инструменты с возвратно-поступательным и вращательным движением.
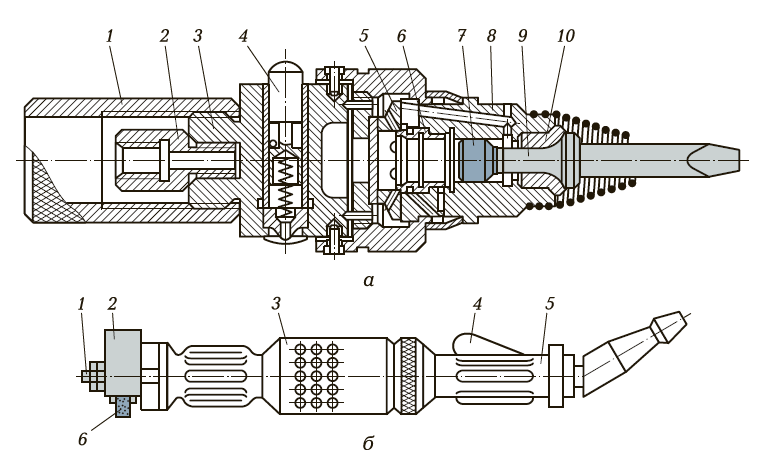
Ручной пневматический молоток (рис. 4, а), относящийся к первой группе, состоит из ствола 8, ударника 7, воздухораспределительного 5 и пускового 3 устройств. Пусковое устройство приводится в действие рукояткой 1. В корпус пускового устройства вмонтированы клапан 4 и штуцер 2, в конце ствола запрессована втулка 10, в которую входит хвостовик 9 зубила. Возвратно- поступательное движение ударника осуществляется при поочередной подаче воздуха в полости цилиндра по каналам воздухораспределительного устройства и ствола. Частота ударов зубила составляет 2800…3000 в минуту. Защиту от вибраций при работе молотка обеспечивают специальные рукоятки, изолированные от корпуса амортизаторами. Для предупреждения вылета инструмента при холостых ходах предусмотрено специальное устройство.
Пневматическая шлифовальная машина используется для зачистки сварных швов и подготовки поверхностей под дальнейшую обработку. Наибольшее распространение получили шлифовальные машины с прямым расположением шпинделя (рис. 4, б).
Прямая пневматическая шлифовальная машина, у которой ось шпинделя соосна с осью вала двигателя, состоит из корпуса 3 с вмонтированным в него пневматическим ротационным двигателем, рукоятки 5 с пусковым механизмом и плоского шлифовального круга 6, расположенного на шпинделе 1 и закрытого кожухом 2. Пуск машины осуществляют нажатием на курок 4 пускового механизма, при этом открывается доступ воздуха к ротационному двигателю.
Разметка — операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали. В зависимости от технологического процесса различают плоскостную и пространственную разметку.
Плоскостная разметка применяется при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносятся в одной плоскости.
Пространственная разметка— нанесение разметочных рисок на поверхности заготовок, связанных между собой взаимным расположением.
Материалы, инструменты и приспособления для выполнения операции разметки выбирают в зависимости от материала заготовки и способа нанесения контура на ее поверхность. Основные материалы, инструменты и приспособления используют как для плоскостной, так и для пространственной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире для пространственной разметки.
Материалы для окрашивания поверхностей перед разметкой выбирают в зависимости от материала заготовки и состояния размечаемой поверхности.
Раствор мела в воде с добавлением столярного клея применяется для окрашивания необработанных поверхностей заготовок, полученных методом литья, ковки или прокатыванием.
Медный купорос (раствор сульфата меди в воде) применяют для окрашивания заготовок из черного металла (сталь, чугун), обработанных механическим путем (опиливание, строгание, фрезерование и т.д.).
Краски и эмали (быстросохнущие) используют для окрашивания заготовок из цветных металлов и сплавов (медных, алюминиевых, титановых) с предварительно обработанной поверхностью.
Инструменты для плоскостной и пространственной разметки выбирают в зависимости от характера выполняемых работ.
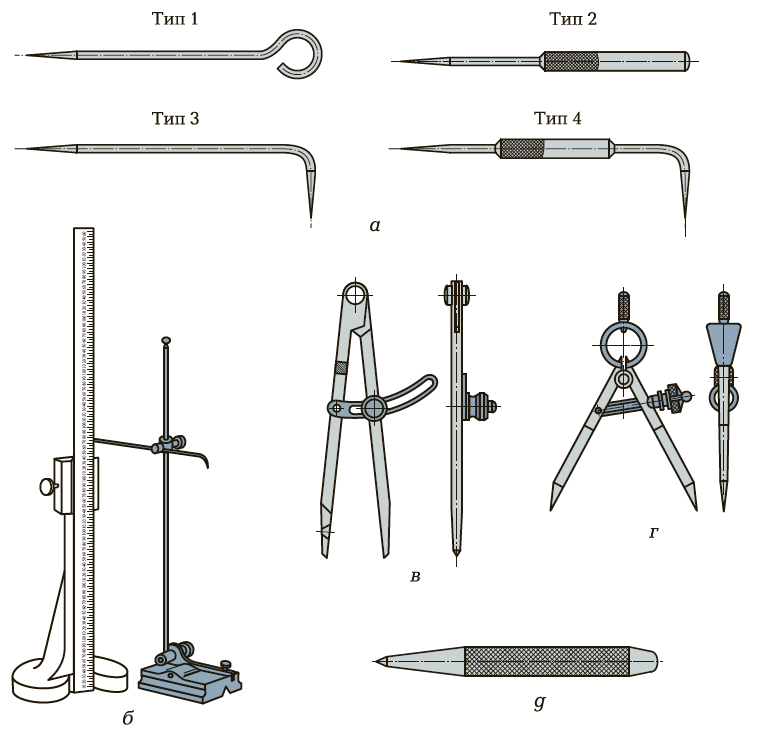
Чертилки (рис. 1, а) применяют для нанесения на поверхность заготовки прямолинейных и криволинейных рисок по линейке, шаблону или образцу.
Рейсмас (рис. 1, б) используют для нанесения рисок на вертикальной плоскости заготовки.
Вертикальная масштабная линейка (см. рис. 1, б) служит для отсчета размеров в вертикальной плоскости (установка рейсмаса на заданный размер).
Разметочные циркули — простой (рис. 1, в) и пружинный (рис. 1, г) — служат для нанесения дуг окружностей и деления отрезков и углов на равные части.
Кернеры (рис. 1, д) применяют для нанесения керновых углублений на разметочные риски.
Рис. 1. Разметочные инструменты: а — чертилки (тип 1 — прямая односторонняя, тип 2 — прямая односторонняя с рукояткой; тип 3 — изогнутая двухсторонняя, тип 4 — изогнутая двухсторонняя с рукояткой); б — рейсмас и вертикальная масштабная линейка; в — простой разметочный циркуль; г — пружинный разметочный циркуль; д — кернер
При повышенных требованиях к точности разметки для нанесения разметочных рисок применяют штангенинструменты: разметочный штангенциркуль (ШЦ-П) — для нанесения дуг окружностей и деления отрезков и углов на равные части; штангенрейсмас — для нанесения разметочных рисок на вертикальные поверхности размечаемой заготовки.
Приспособления для пространственной разметки позволяют выставлять размечаемую заготовку в определенном положении и кантовать (перевертывать) ее в процессе разметки.
Разметочные плиты предназначены для размещения заготовок из листового и полосового проката, а также заготовок с предварительно обработанными поверхностями.
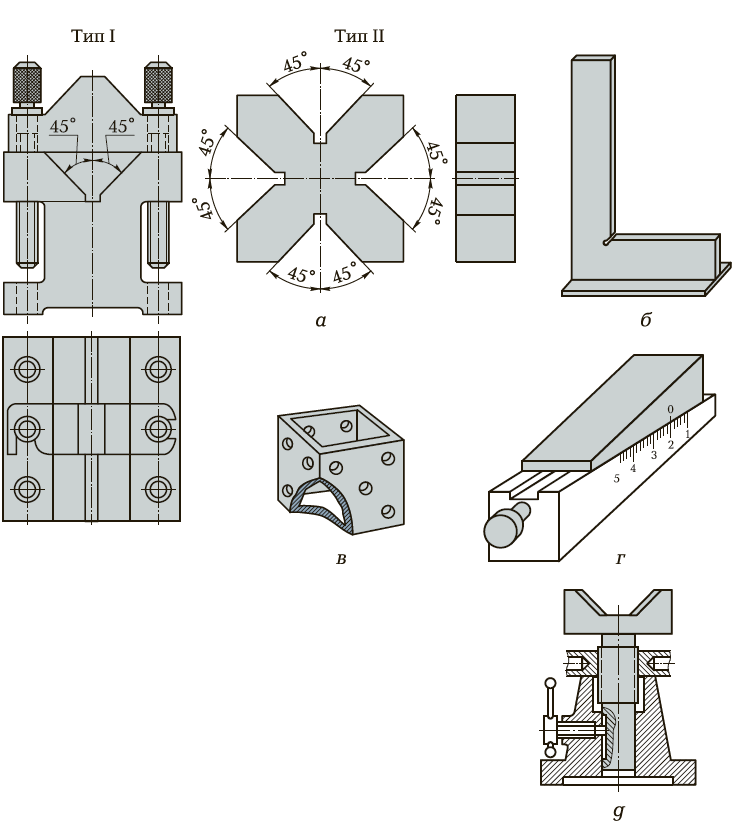
Разметочные призмы (рис. 2, а) применяют при разметке заготовок, имеющих форму тел вращения, например валов или осей.
Угольники с полкой (рис. 2, б) служат для проведения рисок, параллельных одной из сторон заготовки (если эта сторона предварительно обработана), и нанесения рисок в вертикальной плоскости при плоскостной разметке, а также для выверки положения размечаемой заготовки в разметочном приспособлении при пространственной разметке.
Разметочные ящики (рис. 2, в) используют при разметке заготовок сложной формы.
Разметочные клинья (рис. 2, г) предназначены для регулирования положения размечаемой заготовки по высоте в незначительных пределах.
Домкраты (рис. 2, д) используют для регулирования положения размечаемой заготовки по высоте, если заготовка имеет достаточно большую массу.
Рис. 2. Приспособления для пространственной разметки: а — разметочная призма; б — угольник с полкой; в — разметочный ящик; г — разметочный клин; д — домкрат
Способы разметки выбирают в зависимости от характера и типа производства (ремонтное производство, выпуск новой продукции, единичное, мелкосерийное, серийное производство). Различают следующие способы разметки: по чертежу, по шаблону, по образцу, по месту.
Разметка по чертежу выполняется, как правило, в условиях единичного и мелкосерийного производства, при этом контур детали переносится на поверхность размечаемой заготовки в соответствии с размерами, указанными на чертеже.
Разметка по шаблону производится, как правило, в условиях серийного производства, при этом на поверхность заготовки переносится контур шаблона, накладываемого на заготовку.
Разметка по образцу осуществляется, в большинстве случаев, в условиях ремонтного производства, при этом на поверхность заготовки переносится контур образца, накладываемого на нее. Образец отличается от шаблона тем, что имеет одноразовое применение.
Разметка по месту производится в тех случаях, когда детали являются сопрягаемыми и одна из них соединяется с другой в определенном положении. Применяют этот способ в условиях единичного, мелкосерийного и ремонтного производства.
Правила выполнения приемов разметки. Процесс разметки состоит из двух этапов: подготовка поверхности и собственно разметка (нанесение на поверхность заготовки контура детали).
Подготовка поверхности заготовки под разметку включает в себя:
подготовку поверхности к окрашиванию (очистка от грязи, пыли и следов коррозии, которая осуществляется при помощи карцовочной щетки (изготавливается из отрезков стальной или медной проволоки), наждачной бумаги и ветоши; обезжиривание, т.е. удаление жировой пленки с поверхности заготовки при помощи органических или неорганических растворителей (ацетон, бензин, керосин, дихлорэтан, уайт-спирит и др.). Наиболее предпочтителен уайт-спирит, который при незначительной пожарной опасности обладает и малой токсичностью);
подготовку красителей (мел с добавлением столярного клея разводят в воде, доводя раствор до консистенции жидкой сметаны (мел может быть использован и в сухом виде); медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки; лаки и краски используют в готовом виде);
окрашивание поверхности (нанесение окрашивающего состава на поверхность заготовки. Окрашивающий состав в зависимости от размеров размечаемой заготовки наносят вручную (тампоном или кистью) или с применением пульверизатора).
Нанесение разметки осуществляется после тщательного изучения чертежа и определения базовых поверхностей или линий, которые в дальнейшем будут использованы для отсчета всех размеров при разметке.
Выбор баз осуществляется по следующим правилам:
при наличии у заготовки хотя бы одной обработанной поверхности ее выбирают в качестве базовой;
при отсутствии обработанных поверхностей у заготовки в качестве базовой обычно выбирают наружную поверхность.
Риски, обозначающие контур размечаемой детали, могут располагаться на поверхности заготовки параллельно, под заданными углами, а также иметь форму замкнутых окружностей или дуг окружностей. Рассмотрим правила нанесения рисок, имеющих расположение, наиболее часто встречающееся при разметке контуров деталей (параллельных, расположенных под заданным утлом, окружностей и деление их на равные части).
Прежде чем приступить к нанесению разметочных рисок на поверхность заготовки, необходимо ознакомиться с основными правилами выполнения приемов разметки.
При проведении разметочных рисок чертилкой:
масштабную линейку следует точно совмещать с исходными отметками на размечаемой поверхности и плотно прижимать к этой поверхности;
разметочную риску следует проводить одним непрерывным движением чертилки вдоль разметочной линейки;
при проведении разметочной риски чертилку следует немного наклонить в направлении движения и одновременно в сторону от линейки (примерно на 75…80°), обеспечивая необходимое поле зрения для наблюдения за положением острия чертилки.
При выполнении керновых углублений:
кернер устанавливают на разметочную риску так, чтобы его острие точно совпало с углублением риски;
проверяют установку острия кернера, слегка наклоняя его от себя;
возвращают кернер в исходное положение;
наносят по кернеру удар молотком, массу которого выбирают в зависимости от требуемой глубины углубления.
При нанесении на размечаемую поверхность окружностей следует:
установить ножки разметочного циркуля на заданный размер, используя масштабную линейку или штангенциркуль (в зависимости от требуемой точности);
зафиксировать положение разметочных ножек циркуля прижимным винтом;
одну из разметочных ножек циркуля установить в керновое углубление;
провести дугу или окружность, слегка наклоняя разметочный циркуль в сторону движения.
Нанесение параллельных рисок выполняют при помощи угольника с широким основанием и чертилки в следующей последовательности:
уложить подготовленную к разметке заготовку на разметочную плиту так, чтобы обработанная (базовая) поверхность была обращена к работающему и несколько выступала за край разметочной плиты (на 3…5 мм);
приложить к базовой (обработанной) поверхности заготовки разметочный угольник и провести чертилкой линию на поверхности заготовки;
приложить масштабную линейку к базовой (обработанной) поверхности размечаемой заготовки так, чтобы штрих линейки, соответствующий расстоянию между параллельными прямыми, совпал с краем базовой поверхности, а по нулевому штриху сделать отметку чертилкой;
аналогичные построения повторяют у противоположного края размечаемой заготовки;
соединяют отметки на размечаемой поверхности разметочной риской.
Риски, расположенные под заданным углом, наносят, применяя разметочный циркуль или транспортир. При использовании разметочного циркуля разметку выполняют следующим образом:
уложить подготовленную к разметке заготовку на разметочную плиту и провести на размечаемой поверхности произвольную риску при помощи масштабной линейки и чертилки;
выполнить керновое углубление на разметочной риске в произвольной точке;
сделать на разметочной риске две засечки, установив разметочный циркуль на произвольный размер. Засечки выполняют, устанавливая ножку разметочного циркуля в керновое углубление, расположенное на разметочной риске;
выполнить в месте пересечения засечек с разметочной риской керновые углубления;
установить разметочный циркуль на произвольный размер;
провести из керновых углублений, выполненных на пересечении засечек и разметочной риски, две дуги при помощи разметочного циркуля так, чтобы эти дуги пересеклись;
выполнить керновые углубления на пересечении дуг;
точки пересечения дуг соединить разметочной риской, которая будет перпендикулярна ранее проведенной;
провести разметочным циркулем, установленным на произвольный размер, из точки пересечения разметочных рисок дугу так, чтобы она пересекла взаимно-перпендикулярные риски;
выполнить керновые углубления в точках пересечения дуги с взаимно-перпендикулярными рисками;
провести из выполненных керновых углублений дуги, не изменяя раствора циркуля, так, чтобы они пересеклись;
выполнить керновые углубления в точке пересечения проведенных дуг, а также в точках пересечения проведенных дуг с дугой, проведенной из точки пересечения взаимно-перпендикулярных рисок;
соединить разметочными рисками выполненные керновые углубления и керновое углубление на пересечении взаимноперпендикулярных рисок. Проведенные риски будут располагаться соответственно под углами 45; 30 и 60°.
Нанесение окружностей и деление их на равные части осуществляют следующим образом:
установить подготовленную к разметке заготовку на разметочной плите;
провести на размечаемой поверхности две взаимно-перпендикулярные риски;
выполнить на пересечении взаимно-перпендикулярных рисок керновое углубление;
установить разметочный циркуль (штангенциркуль) на заданный размер;
поместить одну из ножек разметочного циркуля (штангенциркуля) в керновое углубление;
провести окружность, поворачивая разметочный циркуль (штангенциркуль) относительно разметочной ножки, расположенной в керновом углублении;
выполнить керновые углубления в точках пересечения взаимноперпендикулярных рисок с окружностью;
соединить последовательно выполненные керновые углубления, обеспечивая получение квадрата (таким образом, при проведении этих работ произведено деление окружности на четыре части);
выполнить на окружности засечки из диаметрально противоположных керновых углублений на пересечении окружности с одной из взаимно-перпендикулярных рисок;
выполнить керновые углубления на полученных засечках;
соединяя последовательно выполненные керновые углубления (включая те, из которых были выполнены засечки), получим правильный шестиугольник (т.е. произведено деление окружности на шесть частей);
если керновые углубления соединить через одно, то получим правильный треугольник (т.е. обеспечим деление окружности на три части).