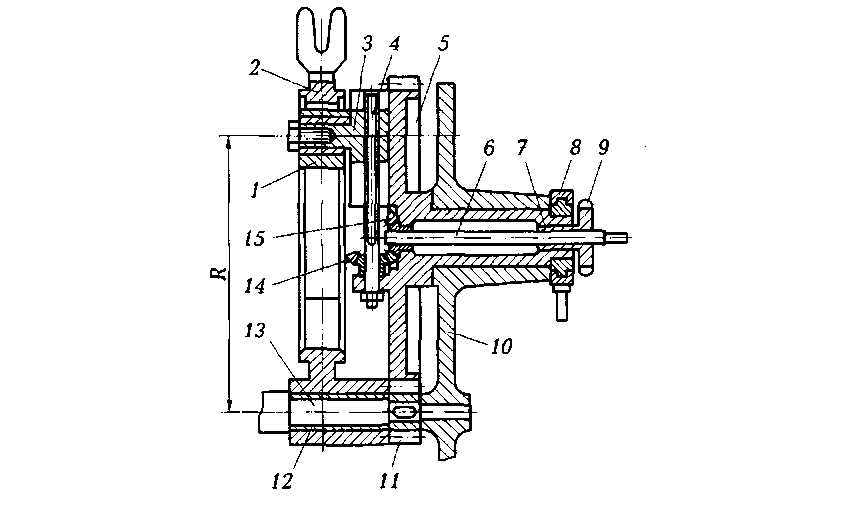
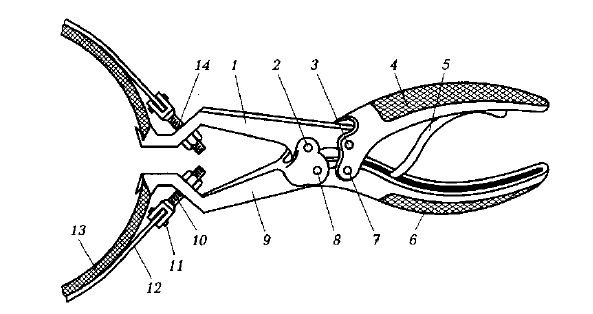
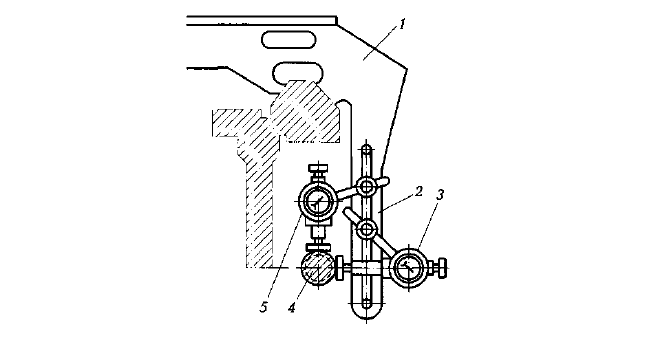
Кулисный механизм (рис. 1) является разновидностью кривошипно-шатунного механизма и применяется в строгальных и долбежных станках. Основной деталью кулисного механизма является кулиса 2, устанавливаемая на валу 13 и совершающая относительного него качательное движение. Сзади кулисы расположен кривошипный диск 5, в радиальном пазу которого перемещается палец 3 кривошипа, устанавливаемый в заданное положение винтом 4.
Вращение винта осуществляется от валика 6 через коническую зубчатую передачу с колесами 14 и 15. Кривошипный диск при помощи хвостовика устанавливают в стенку станины 10. Вращение кривошипного диска осуществляется от привода станка через зубчатую передачу с колесом 11. Камень 1, установленный на пальце 3, входит в продольный паз кулисы, заставляя ее совершать качательное движение. Вилка, расположенная в верхней части кулисы, соединена с ползуном станка и при качании кулисы заставляет ползун перемещаться возвратно-поступательно в горизонтальной плоскости.
Одним из достоинств кулисного механизма является повышенная скорость обратного хода по сравнению со скоростью прямого (рабочего) хода, что особенно важно при использовании кулисного механизма в металлорежущих станках, где обратный ход является холостым.
Сборка кулисного механизма.
Технологический процесс сборки кулисного механизма состоит их трех сборочных операций: сборки кривошипного диска; сборки кулисы; общей сборки кулисного механизма.
Сборку кривошипного диска начинают с контроля посадочных размеров и геометрической формы отверстия кривошипного диска 5 и втулки 7 требованиям чертежа и только после этого производят ее запрессовку. Отверстие во втулке после ее запрессовки необходимо развернуть для восстановления геометрических размеров и формы. Затем на валике 6 устанавливают шпонку и вводят его в отверстие кривошипного диска. На конце валика монтируют коническое зубчатое колесо 15.
На следующем этапе сборочного процесса ввертывают винт 4 в резьбовое отверстие пальца 3 кривошипа. После этого на уступе кривошипного диска устанавливают зубчатое колесо 14 так, чтобы его отверстие совпало с отверстием в уступе, а палец 3 кривошипа вводят в паз кривошипного диска так, чтобы гладкий конец винта 4 вошел в отверстие конического зубчатого колеса 14. После установки зубчатого колеса проверяют «на краску» качество зацепления колес 14 и 15. Винт 4 закрепляют на уступе при помощи гайки.
После сборки кривошипного диска его устанавливают в корпусе станины 10, монтируя на хвостовике эксцентрик 8 механизма подачи, и фиксируют положение стопорной гайкой 9.
Сборку кулисы начинают с контроля геометрических размеров и формы посадочных мест (вала кулисы 2 и отверстия под втулку и втулки 12, а также отверстия под вал кулисы в корпусе станины и вала 13 кулисы) требованиям чертежа. Кроме того, необходимо проверить перпендикулярность собранного кривошипного диска валу кулисы при помощи рамного уровня, устанавливаемого на вал 13 кулисы, который размещают в отверстии корпуса.
После выполнения контрольных операций в отверстие кулисы 2 запрессовывают втулку 12 и развертывают ее отверстие для восстановления первоначальных геометрических размеров и формы. Кулису 2 устанавливают на вал 13 и, используя шпоночное соединение, монтируют на валу зубчатое колесо 11, После этого, используя рамный уровень, проверяют перпендикулярность направляющих кулисы ее оси.
Общую сборку кулисного механизма начинают с установки собранного узла кулисы в отверстие корпуса станины так, чтобы зубчатое колесо 11, установленное на валу 13, вошло в зацепление с кривошипным диском 5. Проверяют зубчатое зацепление «на краску» и величину бокового зазора.
После установки кулисы в корпусе в ее направляющих размещают кулисный камень 1 так, чтобы он своим отверстием вошел в выступ пальца 3 кривошипа, и соединяют их винтом. После этого приступают к регулированию угла качания кулисы.
Регулирование угла качания кулисы осуществляется за счет изменения радиуса R кривошипного пальца (см. рис. 1). Для того чтобы изменить величину радиуса R, на квадратный конец валика 6 надевают рукоятку. Вращение рукоятки через зубчатую передачу с колесами 14 и 15 и винт 4 обеспечивают перемещение кривошипного пальца 3 вдоль радиусного паза кривошипного диска 5, изменяя эксцентриситет, а тем самым и угол качания кулисы, а следовательно, и длину хода ползуна.
Назначение и конструкция эксцентрикового механизма.
Эксцентриковый механизм представляет собой разновидность кривошипно-шатунного механизма с небольшим радиусом кривошипа и обеспечивает преобразование вращательного движения в возвратно-поступательное. Такие механизмы применяют в станках, штамповочных прессах, клапанных и золотниковых устройствах. По конструкции различают цельные эксцентрики, устанавливаемые на конце вала, и разъемные, которые могут быть установлены на валу в любом месте.
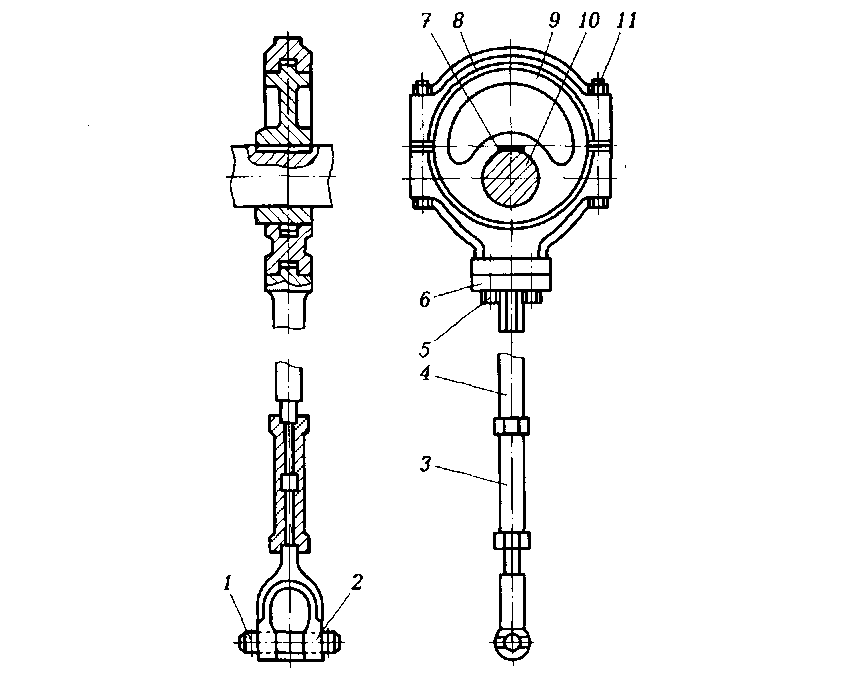
В эксцентриковом механизме с неразъемным эксцентриком (рис. 1) круглый диск эксцентрика 9 установлен на валу 10 с помощью шпонки 7, обеспечивающей передачу крутящего момента. В эксцентриковом механизме оси вала и эксцентрика не должны совпадать. Расстояние между этими осями называют эксцентриситетом. Величина эксцентриситета (расстояния между осями вала и эксцентрика) определяется радиусом кривошипа, роль которого выполняет эксцентрик. Для того чтобы эксцентрик занял определенное положение, его крепят при помощи хомутика 8 и болтов 11. Хомутик 8 соединяют с шатуном 4 при помощи фланцев, скрепляя их болтами 5. Шатун 4 состоит из двух частей, соединенных тягой 3. Вилка 2 шатуна с помощью штифта 1 шарнирно соединена с ползуном, приводящим в движение исполнительный механизм.
В тех случаях когда в процессе работы возникает необходимость изменить или отрегулировать длину хода исполнительного механизма, применяют эксцентриковый механизм с двумя эксцентриками, что позволяет регулировать эксцентриситет, а следовательно, и длину продольного хода исполнительного механизма. В этом случае один из эксцентриков (внутренний) устанавливают на валу с помощью шпонки, а на него надевают второй эксцентрик (внешний), который может поворачиваться относительно внутреннего эксцентрика и закрепляться в заданном положении с помощью хомута и болта. Регулирование эксцентриситета в этом случае осуществляется за счет поворота наружного эксцентрика относительно внутреннего. Изготавливают эксцентрики из чугуна или из углеродистой стали, а для уменьшения трения между эксцентриком и хомутиком поверхность последнего заливают слоем баббита.
Сборка эксцентрикового механизма.
Прежде чем преступить к сборке эксцентрикового механизма, необходимо проверить соответствие геометрических размеров и формы посадочных мест эксцентрика (внутреннего и наружного) и вала требованиям чертежа. Затем на вал устанавливают шпонку и внутренний эксцентрик, на котором монтируют наружный, обеспечивающий регулирование эксцентриситета. Следующая операция сборочного процесса — установка вкладышей в верхней и нижней половинах хомутика. Посадочные места хомутика пришабривают по вкладышам с контролем «на краску». После сборки хомутика его устанавливают на наружный эксцентрик и закрепляют болтами. Следующим этапом сборочного процесса является контроль качества прилегания вкладышей, установленных в верхней и нижней половинах хомутика к наружному эксцентрику. Определяют качество прилегания, проворачивая вал на 2—3 оборота и определяя выступающие места на вкладышах, и, в случае необходимости, пришабривают их. Эту операцию повторяют до тех пор, пока качество сопряжения хомутика и наружного эксцентрика не будет соответствовать требованиям технических условий.
Заключительным этапом сборочного процесса является соединение эксцентрикового механизма с исполнительным узлом оборудования, в котором этот механизм используется. Это соединение осуществляется при помощи шатуна. Одну из частей шатуна при помощи болтов соединяют с хомутиком, а вторую с помощью вилки присоединяют к исполнительному механизму. Соединение двух частей шатуна осуществляется при помощи тяги, которая обеспечивает компенсацию неравномерности расстояния между эксцентриковым механизмом и исполнительным узлом.
Назначение и конструкция механизма клапанного распределения.
Механизмы клапанного распределения регулируют подачу горючей смеси в рабочую камеру двигателя внутреннего сгорания, жидкости или газа — в рабочую полость гидравлических или пневматических устройств. Клапаны совершают возвратно-поступательное движение с отставанием при полном закрытии и открытии для выпуска или впуска рабочего тела и отработавших газов. Перемещение клапанов осуществляется под воздействием кулачков распределительного вала, совершающего вращательное движение, и пружин, которые обеспечивают возвращение клапанов в исходное положение.
В механизмах клапанного распределения применяют клапаны различных конструкций: шариковые, плоские, тарельчатые. Наибольшее распространение получили тарельчатые клапаны, которые достаточно просты в изготовлении, сборке и эксплуатации.
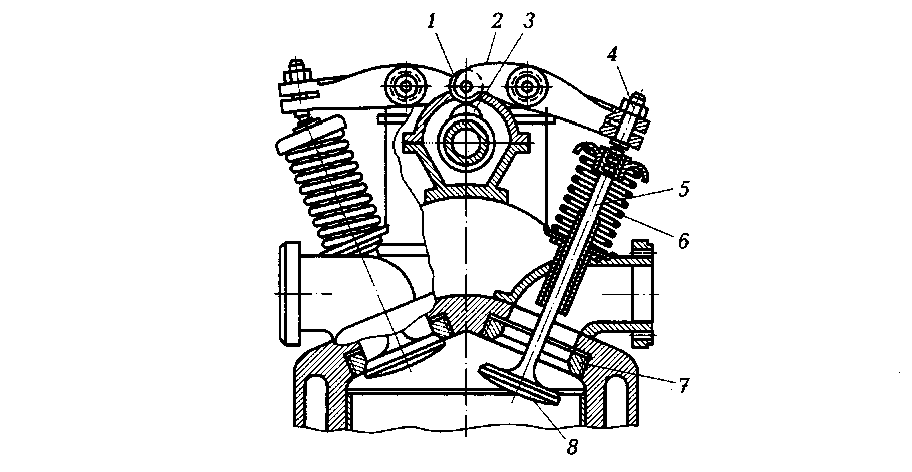
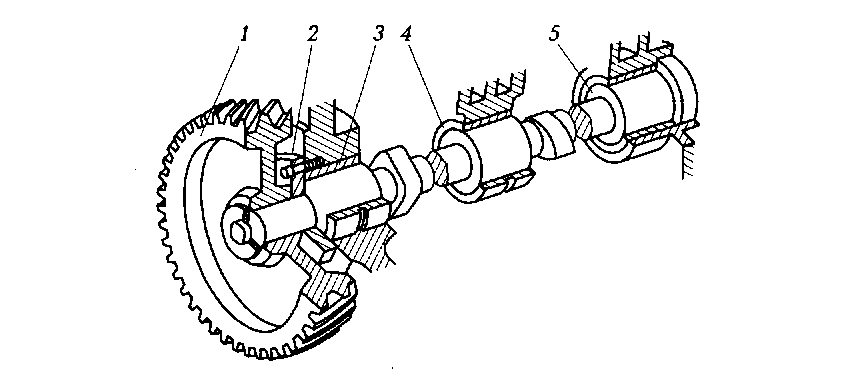
В качестве примера рассмотрим газораспределительный механизм с верхним расположением распределительного вала, когда его кулачки находятся над цилиндрами (рис. 1). Через коромысла 2 кулачки воздействуют на штоки 5 тарельчатых клапанов. Усилие от кулачка 3 передается коромыслу 2 через выступ коромысла или ролик 1, установленный на его конце. Применение ролика позволяет снизить изнашивание коромысла и кулачков, так как в паре ролик—коромысло имеет место трение качения, а не трение скольжения. На другой стороне коромысла установлены регулировочные винты 4, обеспечивающие регулирование величины хода клапана. Под воздействием коромысел клапаны опускаются и их тарелки 8 отходят от седел 7, обеспечивая впуск в цилиндр рабочей смеси или отведение отработавших газов. Возвращение клапана в исходное положение осуществляется пружиной 6, работающей на сжатие. Пружина обеспечивает достаточное усилие, под воздействием которого клапан плотно прижимается к седлу, перекрывая отверстие. Открытие и закрытие клапана должно быть строго согласовано с положением поршня в цилиндре. Обеспечить такое согласование можно только за счет кинематической связи коленчатого вала с распределительным с помощью зубчатой или цепной передачи. Часто для этих целей применяют зубчато-ременную передачу.
Основное требование, которому должен удовлетворять механизм клапанного распределения, — открывать и плотно закрывать отверстие в цилиндре при определенных положениях поршня. Это обеспечивается за счет определенного расчетным путем положения кулачков на распределительном валу, а также регулированием зазоров в механизме клапанного распределения.
Технологический процесс сборки механизма клапанного распределения состоит из трех основных операций: сборки узла с распределительным валом; сборки клапанной группы; общей сборки и регулирования механизма внутреннего сгорания.
Сборка узла с распределительным валом.
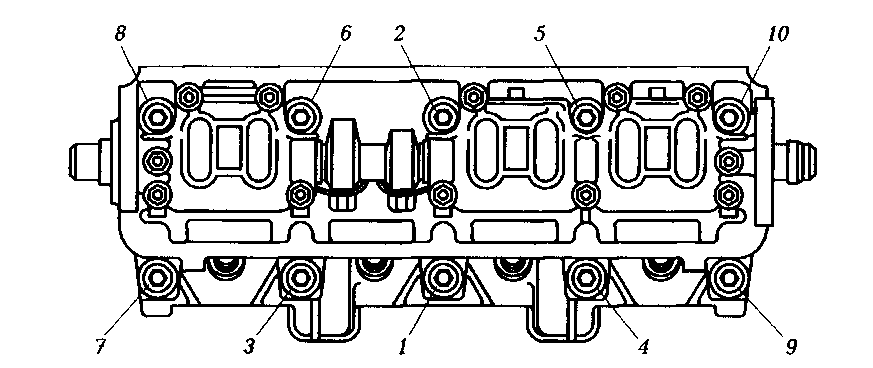
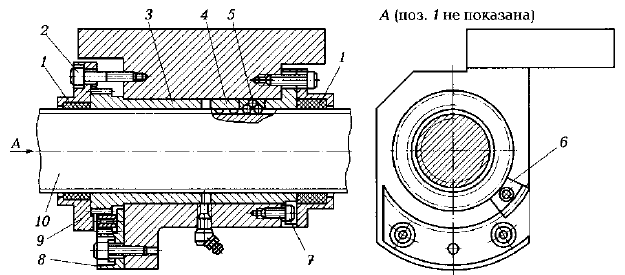
Сборку начинают с запрессовки в блок цилиндров втулок 3, 4 и 5 (рис. 2) и их стопорения винтами от проворачивания с последующим развертыванием для восстановления геометрических размеров и формы отверстий втулок (отклонение формы отверстий от цилиндричности и круглости не должно превышать 0,04 мм). При запрессовке необходимо обеспечить совпадение смазочных канавок на втулках со смазочными отверстиями в блоке и заполнить смазочные канавки солидолом. Затем на распределительный вал устанавливают упорный фланец 2 и зубчатое колесо 1. Упорный фланец обеспечивает предупреждение осевого смещения распределительного вала под воздействием осевых сил, возникающих в зубчатом зацеплении с косозубыми зубчатыми колесами, соединяющими его с коленчатым валом. После сборки проверяют биение собранного узла по наружному диаметру зубчатого колеса. Распределительный вал с установленными на нем упорным фланцем и зубчатым колесом монтируют в подшипниках скольжения и закрепляют упорный фланец винтами. После этого производят регулирование положения распределительного вала по положению коленчатого.
Прежде чем приступить к сборке клапанной группы, необходимо обеспечить плотность прилегания клапана к его седлу. Плотность прилегания достигается за счет шлифования фасок клапана и отделочной обработки его седла. Достаточно часто для обеспечения плотности прилегания клапана к седлу используют притирку, качество которой оценивают, наливая керосин в цилиндр. При высоком качестве притирки керосин не должен просачиваться между клапаном и седлом. После притирки клапана к седлу переходят непосредственно к сборке клапанной группы (см. рис. 1). В головку блока цилиндров устанавливают клапанные гнезда с седлами. Затем на шток 5 клапана устанавливают опорную шайбу, пружину 6, регулировочную шайбу и регулировочный винт 4, после чего проверяют усилие пружины, для того чтобы убедиться, что она обеспечивает плотное прилегание тарелки 8 клапана к его седлу 7. Установив клапан, переходят к монтажу коромысел. В паз коромысла 2 вводят ролик 1 и соединяют их осью, концы которой накернивают для предупреждения самопроизвольного выпадания. Собранные коромысла устанавливают на головке блока цилиндров, последовательно продвигая ось в отверстия блока и коромысел. Концы оси закрепляют для предупреждения самопроизвольного выпадания. В заключении устанавливают в резьбовых отверстиях коромысел регулировочные винты 4 и производят регулирование зазора между штоками клапанов и торцами регулировочных винтов коромысел.
Общая сборка и регулирование двигателя внутреннего сгорания.
Общая сборка двигателя заключается в установке на блок цилиндров крышки блока. С этой целью в корпус блока ввертывают шпильки и устанавливают на него прокладку. Затем проворачивают распределительный вал на крышке блока цилиндров так, чтобы выпускной клапан первого цилиндра был полностью открыт, а коленчатый вал так, чтобы поршень первого цилиндра находился в верхней мертвой точке (ВМТ). После этого на корпус блока цилиндров устанавливают крышку и закрепляют ее, затягивая гайки шпилечного соединения в последовательности, показанной на рис. 3. В заключении соединяют коленчатый и распределительный валы зубчатыми колесами, цепной или зубчато-ременной передачами и, проворачивая коленчатый вал от руки, проверяют синхронность работы кривошипно-шатунного и газораспределительного механизмов.
Назначение и конструкция кривошипно-шатунного механизма.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное, и наоборот. Кривошипно-шатунные механизмы первого типа применяют значительно реже, в основном в компрессорах и поршневых насосах. Кривошипно-шатунные механизмы второго типа находят широкое применение в двигателях внутреннего сгорания, паровых машинах и других типах машин-двигателей. К основным деталям, обеспечивающим работу кривошипно-шатунного механизма, относятся маховик, коленчатый вал (кривошип), шатун, поршневой палец, поршень, цилиндр, подшипники (коренные и шатунные).
Маховик служит для уменьшения неравномерности вращения коленчатого вала и вывода поршней из мертвых точек (крайних верхнего и нижнего положений). Обладая большой массой и инерцией, маховик облегчает пуск двигателя и обеспечивает плавный переход от одной частоты вращения к другой.
Шатун механизма обеспечивает соединение коленчатого вала (кривошипа или кривошипного диска) с поршневой группой.
Поршневая группа воспринимает осевые усилия от коленчатого вала и шатуна, осуществляя сжатие и подачу воздуха, газов и жидкостей под давлением (компрессоры и насосы), или передает осевые усилия шатуну и коленчатому валу при сгорании рабочей смеси в цилиндре двигателя (двигатели внутреннего сгорания).
Для обеспечения оптимальных условий работы кривошипно-шатунный механизм должен отвечать следующим техническим требованиям.
Зеркало цилиндра после обработки должно иметь высокую точность, правильную геометрическую форму и шероховатость поверхности Ra не более 1,2 мкм.
Зазоры в сопряжениях должны находиться в пределах, предусмотренных техническими условиями на собираемый механизм.
Отверстия во вкладышах шатунов и коренных подшипников, коренные и шатунные шейки коленчатого вала должны иметь правильную геометрическую форму и малую шероховатость поверхности в пределах, указанных в технических условиях.
В многоцилиндровых механизмах допускается различие в массе поршней не более ±0,5%.
Поршневые кольца должны прилегать к поверхности цилиндра без зазора, а их упругость — соответствовать техническим нормам, установленным на собираемый механизм.
Кривошипно-шатунный механизм состоит из двух сборочных единиц: шатунной и поршневой групп, соединенных между собой и с коленчатым валом (кривошипом).
Технологический процесс сборки кривошипно-шатунного механизма состоит из четырех самостоятельных операций;
Установка коленчатого вала.
Сборка шатунной группы.
Сборка поршневой группы.
Общая сборка механизма.
Установка коленчатого вала.
Прежде чем приступить к установке коленчатого вала, необходимо пришабрить посадочные места под вкладыши коренных шеек в корпусе и картере и установить вкладыши. Затем на вкладыши картера устанавливают коленчатый вал и на него устанавливают корпус, предварительно поместив прокладки между картером и корпусом. Корпус соединяют с картером болтами и затягивают их. После соединения корпуса и картера болтами коленчатый вал проворачивают, а затем снимают корпус и коленчатый вал. Оценивают состояние вкладышей картера и корпуса и, в случае необходимости, пришабривают выступающие места.
Установку и снятие корпуса и коленчатого вала производят до тех пор, пока не будет достигнута требуемая точность прилегания коленчатого вала к вкладышам подшипника, которая определяется по плавности и легкости вращения коленчатого вала в коренных подшипниках.
Конструкция и сборка шатунной группы.
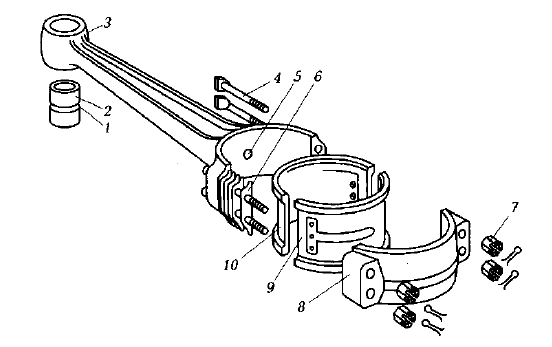
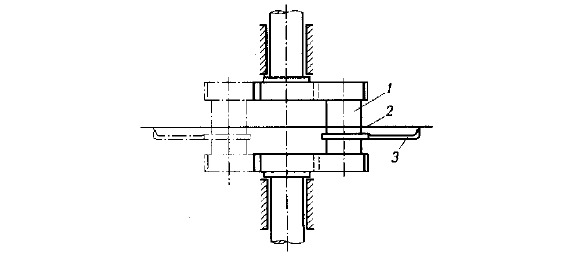
Сборку шатунной группы (рис. 1) начинают с запрессовки втулки 2 в верхнюю головку 3 шатуна, обеспечивая при этом совпадение смазочной канавки 1, выполненной во втулке и предназначенной для подачи смазки к поршневому пальцу, со смазочным отверстием 5 шатуна. Совпадение смазочной канавки и отверстия обеспечивается при запрессовке втулки заподлицо с торцами верхней головки шатуна.
После запрессовки втулки в верхнюю головку шатуна и восстановления геометрических размеров и формы ее отверстия переходят к сборке нижней головки шатуна, представляющей собой разъемный подшипник скольжения.
Контроль качества сборки шатунной группы.
После сборки нижней головки шатуна необходимо проверить соответствие ее геометрических размеров и формы требованиям технических условий на сборку. Контроль этих параметров наиболее целесообразно проводить при помощи микрометрического нутромера, который позволяет определить не только точность размеров, но и отклонения формы отверстия нижней головки шатуна от круглости и цилиндричности. Далее переходят к проверке шатуна на прямолинейность, двойной изгиб и параллельность осей отверстий его нижней и верхней головок.
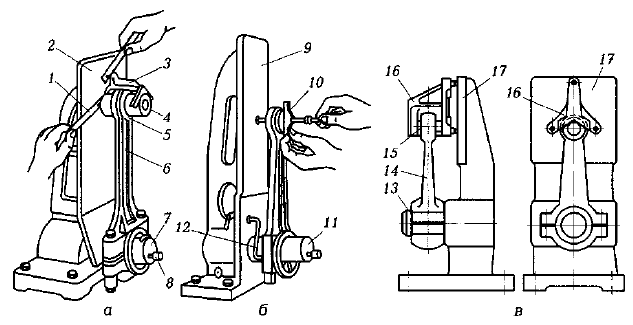
Контроль прямолинейности осуществляется при помощи приспособления (рис. 2, а), на пальцах 4 и 7 которого устанавливают шатун 6, закрепляя его винтом 8. Затем на палец 4, на котором размещается верхняя головка 5 шатуна 6, устанавливают призму 3 так, чтобы запрессованные в ней штифты касались контрольной плиты 2. Если все три штифта касаются плиты, то шатун прямолинеен. Наличие зазора между плитой и хотя бы одним из штифтов свидетельствует об отклонении шатуна от прямолинейности. Величину отклонения шатуна от прямолинейности определяют, используя щуп 1.
Контроль шатуна на двойной изгиб выполняют, используя приспособление (рис. 2, б), на пальце 11 которого закрепляют нижнюю головку шатуна, выдвинув предварительно ограничитель 12 до упора в торец нижней головки шатуна, и измеряют при помощи глубиномера 10 расстояние от торцевой поверхности верхней головки шатуна до контрольной плиты 9. Затем шатун поворачивают на 180° и вновь проводят измерения. По разности показаний, полученных в процессе измерений, определяют соответствие шатуна техническим условиям.
Контроль параллельности осей отверстий верхней и нижней головок шатуна осуществляется при помощи приспособления (рис. 2, в), на пальцах 13 и 15 которого устанавливают шатун 14. Затем на палец 15 устанавливают призму 16 так, чтобы запрессованные в нее штифты касались контрольной плиты 17. Если между плитой и хотя бы одним из штифтов имеется зазор, то это свидетельствует об отклонении осей отверстий нижней и верхней головок шатуна от параллельности.
Рис. 2. Контроль сборки шатуна выполнением проверок: a — прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий; 1 — щуп; 2,9, 17— плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя головка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
Определение наличия трещин осуществляется рентгеновским или ультразвуковым методами. В некоторых случаях наличие трещин может быть определено простукиванием шатуна (при наличии трещин возникает глухой дребезжащий звук).
Конструкция и сборка поршневой группы.
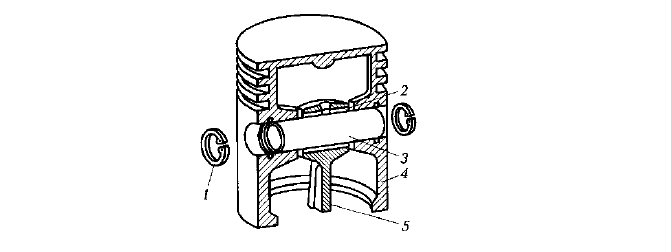
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Сборка поршня и шатуна в единый механизм.
Соединение поршня с шатуном осуществляется при помощи поршневого пальца тремя способами:
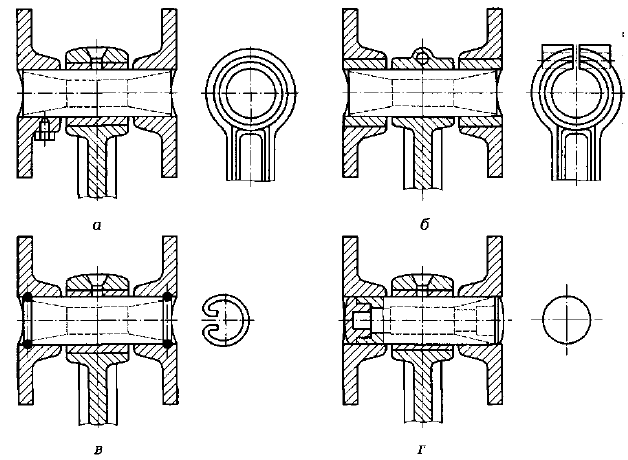
палец закрепляют неподвижно в бобышках поршня, а шатун при этом может совершать колебательное движение относительно пальца (рис. 4, а);
палец закрепляется неподвижно в верхней головке шатуна и может при этом свободно поворачиваться в бобышках поршня (рис. 4, б);
палец может свободно поворачиваться относительно посадочного места в верхней головке шатуна и бобышках поршня — так называемый плавающий палец (рис. 4, в, г).
Рис. 4. Варианты соединения поршневого пальца с шатуном: а — закреплен неподвижно в бобышках поршня; б — закреплен неподвижно в головке шатуна; в, г — может свободно поворачиваться относительно посадочных мест (плавающий палец)
Выбор того или иного способа соединения зависит исключительно от конструкции механизма и его назначения. Тем не менее, мировой опыт показывает, что наиболее предпочтительным является использование в сборочной единице плавающего пальца.
При установке поршневого пальца в соединении поршень — шатун необходимо обеспечить невозможность осевого смещения поршневого пальца. Предупреждение осевого смещения может быть осуществлено различными способами, но наиболее широко применяют пружинные (стопорные) кольца, которые устанавливают в специальные канавки, выполненные в бобышках поршня. Такие кольца изготавливают либо из стальной проволоки квадратного или круглого сечения, либо штампуют из листовой стали. В любом случае стопорные кольца должны быть подвергнуты термической обработке — закалке.
Контроль качества сборки шатуна с поршнем.
Обязательным условием, выполнение которого необходимо при сборке кривошипно-шатунного механизма, является обеспечение параллельности осей поршневого пальца и нижней головки шатуна. Контроль этого параметра после соединения поршня с шатуном выполняется при помощи специальных приспособлений.
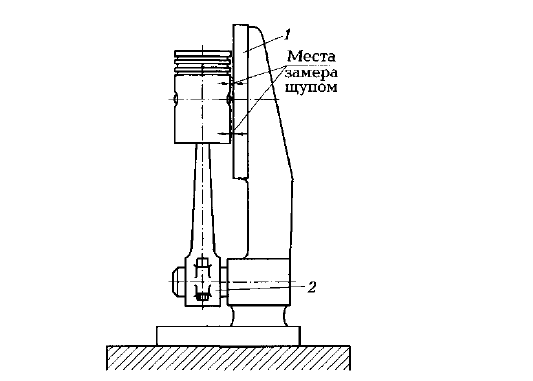
В условиях единичного и мелкосерийного производства такой контроль может быть осуществлен при помощи приспособления, показанного на рис. 5. Нижнюю головку шатуна 2 устанавливают на разжимную оправку так, чтобы образующая поршня касалась контрольной плиты 1, и проверяют отсутствие зазора между юбкой поршня и контрольной плитой. Затем сборочную единицу поворачивают на 180° вокруг вертикальной оси и вновь проверяют зазор между юбкой поршня и контрольной плитой. Отсутствие зазора в обоих случаях свидетельствует о параллельности осей нижней головки шатуна и поршневого пальца, т.е. о качественной сборке узла.
Рис. 5. Прибор контроля шатуна в сборе на параллельность осей поршневого пальца и нижней головки шатуна: 1 — контрольная плита; 2 — нижняя головка шатуна
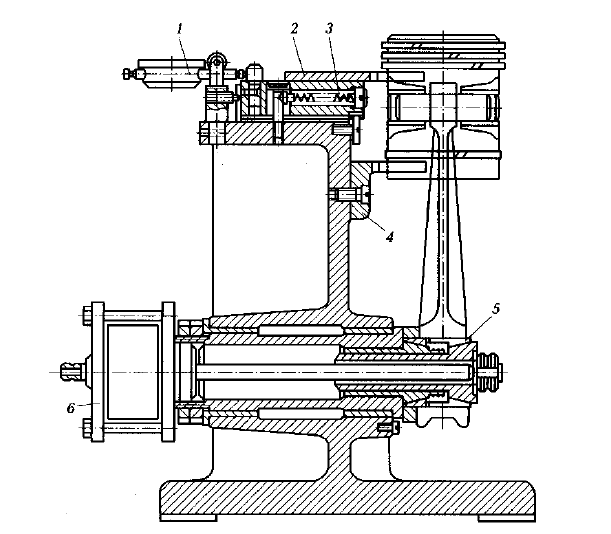
В условиях крупносерийного и массового производства для этих же целей применяют более совершенное приспособление (рис. 6). Нижнюю головку шатуна устанавливают на распорную втулку 5, привод которой осуществляется от пневматического цилиндра 6. Поршень устанавливают в подвижной 2 и неподвижной 4призмах (подвижная призма прижимается к поверхности поршня пружиной 3) и одновременно подают сжатый воздух, обеспечивая закрепление сборочной единицы на распорной втулке. Положение подвижной призмы фиксируется индикатором 1 по показаниям отсчетного устройства. Затем сборочную единицу снимают с приспособления, поворачивают на 180° и вновь закрепляют в приспособлении, фиксируя положение стрелки отсчетного устройства индикатора. По разности показаний отсчетного устройства при двух закреплениях сборочной единицы определяют отклонение осей нижней головки шатуна и поршневого пальца от параллельности. Полученные данные сравнивают с требованиями технических условий на сборку.
Рис. 6. Прибор контроля шатунно-поршневой группы в условиях крупносерийного и массового производства: 1 — индикатор; 2 — подвижная призма; 3 — пружина; 4 — неподвижная призма; 5 — распорная втулка; 6 — пневматический цилиндр
Соединение шатунно-поршневой группы с коленчатым валом.
После сборки шатунно-поршневой группы и ее контроля устанавливают поршневые кольца в канавки поршня, а поршень в цилиндр, после чего нижнюю головку шатуна соединяют с шатунной шейкой коленчатого вала (кривошипа).
При установке поршневых колец большое значение имеет величина зазора в стыке колец, которая должна находиться в пределах 0,3…0,8 мм. При большей величине зазора может произойти прорыв газов. Слишком малая величина зазора может привести к появлению задиров на стенках цилиндра.
Поршневые кольца поступают на сборку окончательно обработанными. Но все-таки перед установкой колец на поршень рекомендуется проверить их упругость, плотность прилегания к зеркалу цилиндра и величину зазора между торцами колец. Надевают кольца на поршень, используя специальные приспособления, например щипцы, изображенные на рис. 7. После установки колец на поршень их необходимо расположить таким образом, чтобы стыки (замки) колец были сдвинуты один относительно другого на угол, кратный числу колец (например, при наличии трех колец замки должны располагаться под углом 120°), и проверить величину зазоров между кольцами и стенками канавок поршня.
Когда поршневые кольца надеты на поршень, их диаметр превышает диаметр поршня. Поэтому чтобы опустить поршень в цилиндр, необходимо использовать специальное приспособление, имеющее коническое отверстие, меньший диаметр которого равен диаметру цилиндра, а больший — несколько превышает диаметр колец, надетых на поршень. Такое приспособление устанавливают на торце цилиндра, а поршневые кольца, сжимаясь при опускании, легко в него входят.
При установке шатунно-поршневой группы и ее соединении с коленчатым валом необходимо обеспечить перпендикулярность осей коленчатого вала и цилиндра. Контроль перпендикулярности осей осуществляется по схеме, приведенной на рис. 8. Вдоль геометрической оси цилиндра натягивают струну 2, а на шатунной шейке коленчатого вала 1 устанавливают рейсмас 3 так, чтобы его острие касалось этой струны. Коленчатый вал поворачивают на 180° и проверяют касание острия рейсмаса натянутой вдоль оси цилиндра струны (в случае касания взаимная перпендикулярность осей коленчатого вала и цилиндра считается установленной).
Рис. 8. Приспособление для контроля перпендикулярности осей шатунных шеек коленчатого вала и оси цилиндра: 1 — шатунная шейка коленчатого вала; 2 — струна; 3 — рейсмас
После контроля взаимного расположения осей коленчатого вала и цилиндра соединяют нижнюю головку шатуна, представляющую собой разъемный подшипник скольжения, с шатунной шейкой коленчатого вала.
Передачи винт—гайка используют в различных механизмах для преобразования вращательного движения в поступательное. В ряде случаев эти передачи применяют для выигрыша в силе. Винтовые передачи обладают рядом достоинств. Они позволяют получить медленное поступательное движение с высокой точностью перемещения при достаточной простоте и надежности конструкции и отличаются компактностью при большой несущей способности.
Недостатком этих передач является низкий КПД, обусловленный значительными силами трения, возникающими при работе передачи.
В передачах винт—гайка используют в основном трапецеидальные и прямоугольные резьбы. Грузовые винты имеют упорную резьбу.
Для уменьшения изнашивания винтовой пары в конструкциях привода металлорежущих станков применяют разъемные гайки. При необходимости, когда винтовая пара не используется, гайки могут размыкаться; в этом случае при вращении винта гайка не находится в контакте с его резьбой, что существенно уменьшает ее изнашивание. В тех случаях когда винтовая пара не находится в работе, предусматривают отключение винта от привода. Уменьшению изнашивания винтовой пары также способствует изготовление гайки из антифрикционных материалов (бронзы ОФЮ-15 или цинково-свинцовой бронзы ЦС6-6-3), что позволяет значительно снизить коэффициент трения в паре. У таких винтовых пар КПД составляет 0,8…0,85.
Часто применяют винтовые пары, у которых трение скольжения заменено трением качения. В таких винтовых парах роль резьбовой поверхности выполняют шарики, размещенные в канавках, проточенных на поверхностях винта и гайки. Достоинством шариковых винтовых пар является достаточно высокий КПД, который при благоприятных условиях работы может достигать 0,95. Кроме того, эти передачи позволяют устранить радиальные и осевые зазоры или значительно их уменьшить. Вследствие этого применение передач качения позволяет значительно увеличить точность перемещения исполнительных узлов механизма.
В последнее время более широкое применение находят гидростатические передачи винт—гайка, обеспечивающие работу винтовой передачи практически без трения, что позволяет довести КПД передачи до 0,99. В таких передачах в зазор между резьбовыми поверхностями винта и гайки подают масло под высоким давлением от специального насоса.
К винтовым передачам предъявляют следующие технические требования:
Ось винта для привода подачи подвижного узла должна быть параллельна направляющим.
Ось винта при вращении в подшипниках не должна смещаться при любом положении гайки и должна совпадать с осью последней.
Прежде чем приступить к сборке механизма с винтовой передачей скольжения необходимо промыть и просушить детали, входящие в передачу, провести контроль «на краску» и подогнать опорные поверхности, проверить легкость перемещения гайки по винту. Чтобы осуществить сборку винтового механизма, необходимо выполнить следующие операции:
Установить винт в опорах.
Собрать гайку.
Установить гайку на винт.
Отрегулировать собранный механизм.
Проконтролировать качество сборки.
Сборка передачи винт—гайка скольжения.
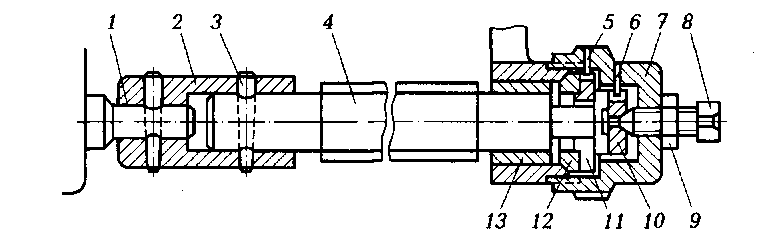
Сборку винтового механизма (рис. 1) начинают с установки ходового винта. Левый конец винта 4 при помощи жесткой втулочной муфты 2 соединяют с хвостовиком 1 вала коробки подач коническими штифтами 3. Втулку 13 пригоняют по посадочной шейке правого конца винта 4 и собирают опорную часть подшипника правой опоры вала, надевая на него сферическое кольцо 12 и упорную шайбу 11 с радиальной прорезью. Затем в крышку 7 запрессовывают штифты 5 и 6, предварительно просверлив отверстия под них, и устанавливают опорную пяту 10 таким образом, чтобы штифт 6 вошел в шлиц на ее наружной поверхности. Крышку 7 в сборе навинчивают на резьбу корпуса подшипника так, чтобы штифт 5 вошел в шлиц упорной шайбы 11. После установки ходового винта в крышку 7 устанавливают регулировочный винт 8 с контргайкой 9.
После сборки узла с ходовым винтом переходят к сборке гайки ходового винта. Сборку гайки ходового винта (рис. 2) начинают с выполнения пригоночных операций (осуществляют пригонку шипа 4 корпуса 9 гайки к пазу ползуна 5). После выполнения пригоночной операции в корпус 9 гайки ходового винта с левой стороны запрессовывают полугайку 1, закрепляя ее винтами 2. С правой стороны корпуса 9 гайки ходового винта устанавливают на шпонке 6 подвижную резьбовую полугайку 7, которую пригоняют к корпусу 9 так, чтобы ее можно было легко, без качки смещать вдоль оси отверстия корпуса (осевое перемещение полугайки 7 обеспечивается за счет регулировочной гайки 8, установленной на наружной резьбе полугайки 7).
Собранную гайку устанавливают на ходовой винт, для чего винт вынимают из правой подшипниковой опоры и навинчивают на него собранную гайку. После этого винт с установленной на нем гайкой монтируют на место таким образом, чтобы шип корпуса 9 гайки вошел в паз ползуна 3, и закрепляют гайку ходового винта на корпусе винтами 5 (см. рис. 2).
Регулирование и контроль качества сборки винтовой передачи.
Для обеспечения параллельности оси ходового винта направляющим станины перед его окончательной установкой необходимо отрегулировать положение правой (подшипниковой) опоры (рис, 3). Правую (подшипниковую) опору закрепляют на станине, используя струбцины. На направляющие станины устанавливают приспособление 1 и при помощи индикаторов 3 и 5, размещенных на мостике 2 приспособления, определяют параллельность оси ходового винта направляющим станины. Измерения производят в горизонтальной и вертикальной плоскостях у правого и левого концов винта.
Правильно смонтированный винт вращается без осевого перемещения, которое регулируется винтом 8 с контргайкой 9 (см. рис. 1), а его торец, нагруженный осевой силой, при правом и левом вращении не смещается более чем на 0,03 мм.
Винтовые механизмы в связи с наличием зазоров в сопряжениях винт—гайка имеют холостой ход, т.е. при повороте винта на некоторый угол гайка остается неподвижной, а следовательно, и связанный с ней исполнительный механизм также остается неподвижным. Поскольку для нормальной работы механизма необходимо обеспечение минимального холостого хода в гайках ходового винта предусматривают устройства для его регулирования. В рассматриваемой конструкции винтовой передачи регулирование осуществляется за счет осевого перемещения подвижной полугайки. Осевое перемещение осуществляется при вращении регулировочной гайки 8, установленной на наружной резьбе полугайки 7 (см. рис. 2).
Сборка передач винт—гайка качения.
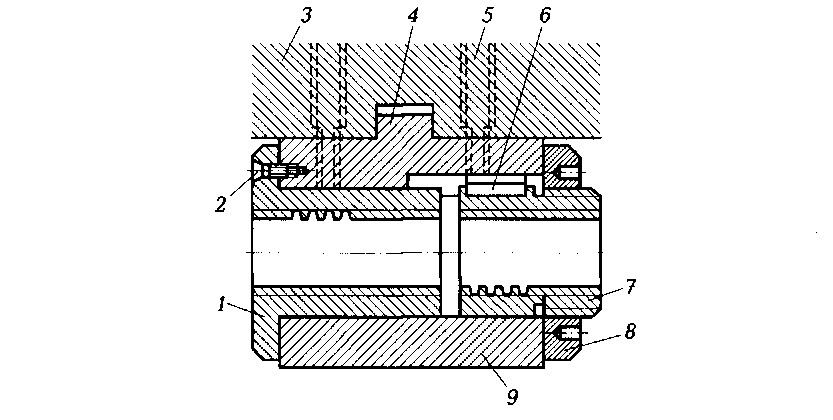
Передача винт—гайка качения (рис. 4) обеспечивает повышенную осевую жесткость и более равномерное движение исполнительного звена механизма. Винт 10 и полугайка 4 передачи имеют резьбу специального профиля. Между витками резьбы ходового винта и полугайки помещают шарики 5, которые при вращении винта перекатываются, передавая движение гайке.
Для того чтобы обеспечить циркуляцию шариков в пределах одного витка резьбы, две соседние впадины гайки соединяют специальным каналом, выполненным в виде вкладыша.
Сборку передачи начинают с установки полутайки 4 на винт 10, вводя между винтом и полугайкой шарики. Шарики вводят через окно гайки, предусмотренное для установки вкладыша. После введения шариков устанавливают вкладыш с каналом перебега. Затем, перемещая полугайку 4 вдоль винта, ее вводят в корпус и устанавливают крышку 9 с уплотнением 1, закрепляя их винтами 7. После установки полугайки 4 переходят к монтажу в корпус полугайки 3, осуществляя его в той же последовательности, что и монтаж полугайки 4. Регулирование зазора в винтовой передаче осуществляется с помощью зубчатого сектора 8 и сегмента 6, которые крепят к корпусу гайки винтами. Регулирование положения подвижной полугайки 3 относительно неподвижной 4 осуществляется после установки крышки 9 и уплотнения 1 и их закрепления на корпусе винтами 2.