В практике машиностроения применяются следующие основные виды резьбонарезных фрез: гребенчатые, дисковые и головки для вихревого нарезания резьбы. Применение фрезерования вместо точения при нарезании наружной и внутренней резьб обеспечивает значительное повышение производительности за счет: 1) использования многозубого инструмента с большой суммарной активной длиной режущих кромок, одновременно снимающих стружку (гребенчатые фрезы); 2) увеличения толщины среза на один зуб (дисковые фрезы); 3) увеличения скорости резания за счет оснащения резцов твердым сплавом (головки для вихревого нарезания резьбы).
Гребенчатые фрезы.
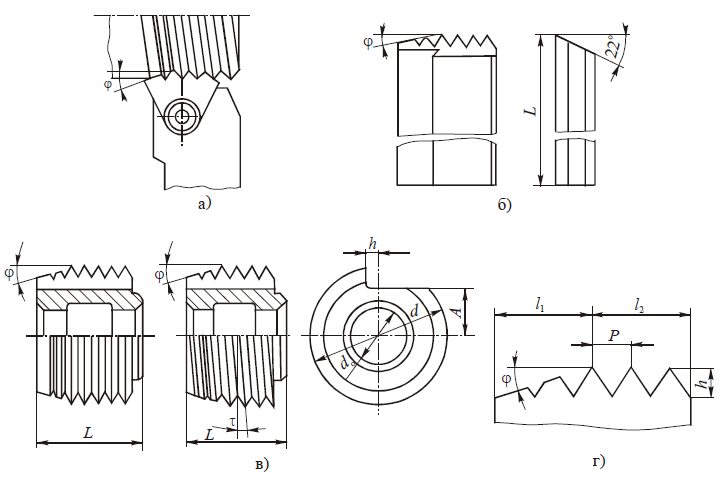
Гребенчатые фрезы (рис. 1) применяются для нарезания остроугольных наружных и внутренних резьб с мелким шагом на цилиндрических и конических поверхностях заготовок. По сути, они представляют собой набор дисковых фрез, выполненных заодно целое на одном корпусе с профилем зубьев, соответствующим профилю резьбы. Поэтому канавки между фрезами кольцевые. Для образования зубьев вдоль оси фрезы прорезаны либо прямые, либо винтовые стружечные канавки. Для образования задних углов зубья затылуют по архимедовой спирали.
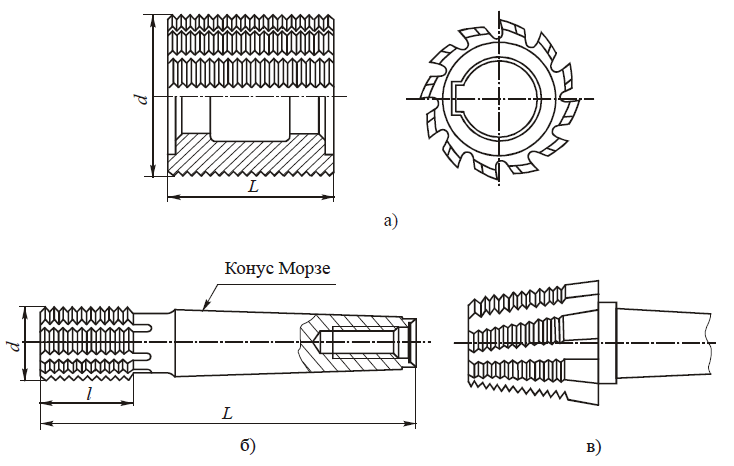
а — цилиндрическая насадная; б — цилиндрическая концевая; в — для нарезания конических резьб
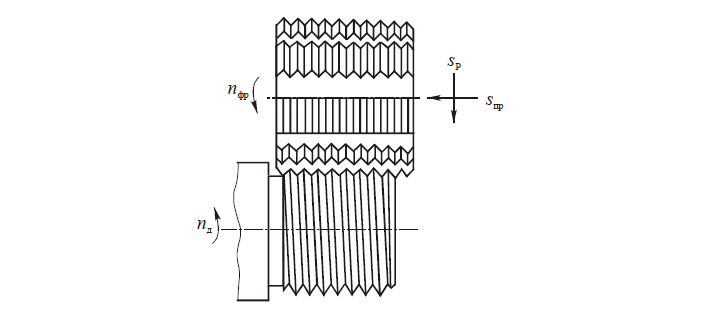
Схема резьбофрезерования наружной резьбы цилиндрической гребенчатой фрезой представлена на рис. 2. Здесь ось фрезы устанавливается параллельно оси заготовки. Фреза вращается вокруг своей оси со скоростью υф, определяемой стойкостью инструмента, и в начальный момент врезается с радиальной подачей sр=szznф . После чего она перемещается на величину одного шага резьбы P вдоль оси заготовки с подачей sпр = P. При этом заготовка медленно поворачивается на 1.. .1¼ оборота. Здесь перебег, равный ¼ оборота, совершается для компенсации пути врезания инструмента на заданную глубину профиля резьбы.
Соотношение между числами оборотов детали nд и фрезы nф определяется по следующим формулам:
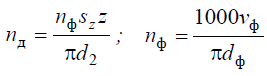
где sz — подача на один зуб фрезы; z — число зубьев (стружечных канавок) на торце фрезы; d2 — средний диаметр резьбы, мм; dф — диаметр фрезы, мм.
Для фрез из быстрорежущей стали υф = 25…30 м/мин, для твердосплавных фрез υф=60…120 м/мин. Подача на зуб выбирается в зависимости от твердости обрабатываемого материала и находится в пределах sz = 0,03…0,15 мм/зуб.
Недостатком гребенчатых фрез является искажение угла профиля нарезаемой резьбы из-за несовпадения траектории точек режущих кромок фрезы с кривой резьбы, получаемой в сечении, перпендикулярном к оси заготовки. У фрезы это окружность, а у нарезаемой резьбы — архимедова спираль. Однако величина этого искажения мала и достигает 3…4′ — для наружной и 7…9′ — для внутренней резьб. Обычно она укладывается в пределы допуска на угол профиля крепежной резьбы с мелким шагом.
К основным конструктивным параметрам гребенчатых фрез относятся: диаметры фрезы d и посадочного отверстия d0, длина фрезы L, число зубьев (стружечных канавок) z , направление канавок, размеры профиля резьбы (угол профиля α, высота резьбы h, шаг Р), высота зуба Н, величина падения затылка kz:
d = do + 2E + 2H
где Е — толщина стенки корпуса фрезы (Е = (0,3…0,4)do); Н — высота зуба фрезы:
H = h + kz + r + e
где kz — величина падения затылка; r — радиус у основания зуба; e — зазор между впадиной зубьев фрезы и наружным диаметром заготовки.
Диаметры гребенчатых фрез для нарезания наружных резьб берут в пределах d=40…90 мм через 10 мм в зависимости от шага резьбы, а для внутренних резьб в зависимости от диаметра dз отверстия в заготовке d = (0,85…0,90)dз в диапазоне d=10…40 мм через 5 мм. Длина фрезы должна быть больше длины нарезаемой резьбы на 2…3 шага, поэтому L = 15…100 мм. При этом с увеличением длины L возрастает величина искажения резьбы, полученная в результате термообработки.
Число зубьев гребенчатых фрез принимается равным
Стружечные канавки прямые или винтовые с углом наклона к оси фрезы ω=5…15°. При этом винтовые канавки обеспечивают более равномерную работу фрезы, хотя при этом на боковых кромках зубьев создают разные по величине передние углы: с одной стороны — положительные, а с другой — отрицательные, что ухудшает условия резания.
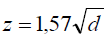
Так как угол контакта фрезы с заготовкой θ невелик (рис. 3), то это вызывает неравномерность нагрузки на зубья фрезы. Поэтому желательно, чтобы в пределах угла θ находилось не менее двух зубьев.
Задние углы на боковых режущих кромках зубьев зависят от угла на вершине зуба:
tg αб = tg αв sin α/2
где α /2 — половина угла профиля резьбы (для метрической резьбы
α=60°); αв — задний угол при вершине зуба (при αв = 8…10°, αб = 4…5°).
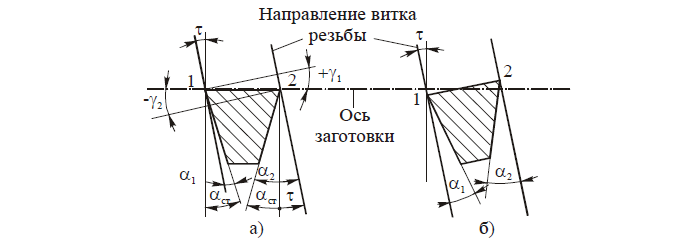
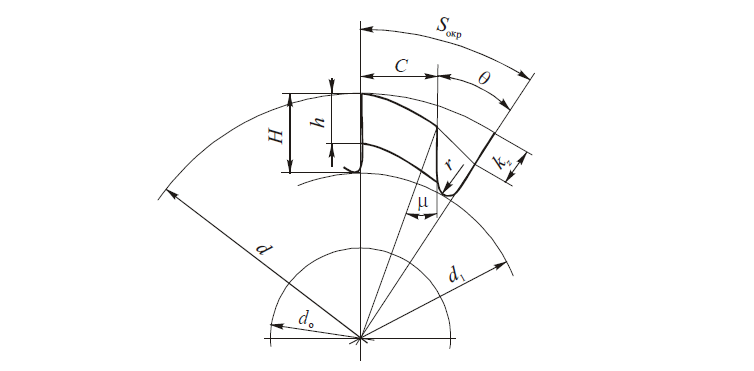
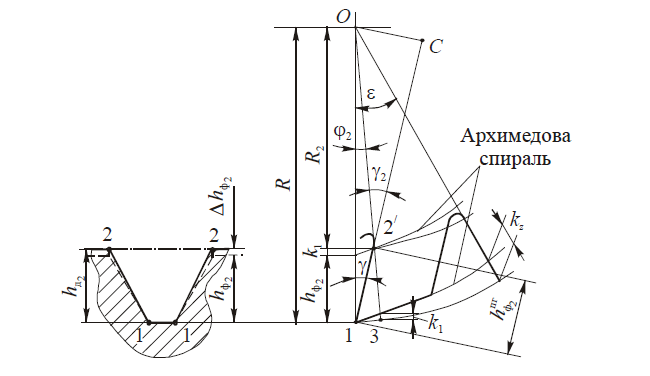
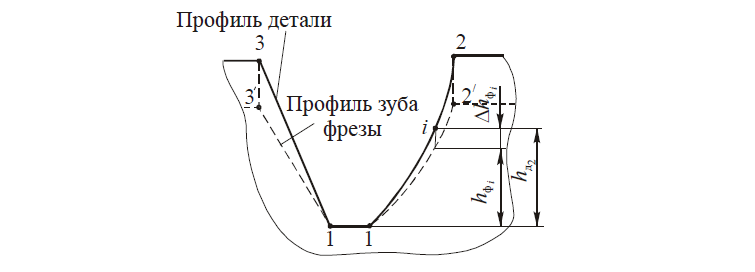
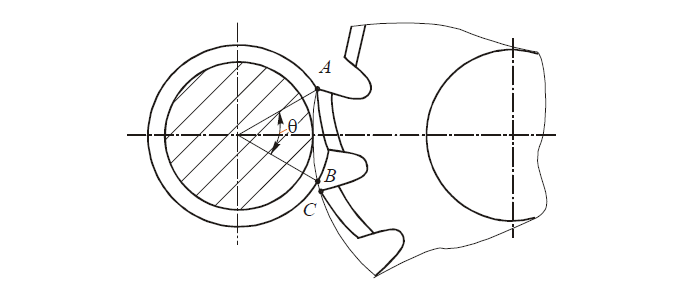
Передний угол γ быстрорежущих фрез выбирается в зависимости от свойств обрабатываемого материала. Так, например, для твердых сталей, чугуна, бронзы и латуни рекомендуется брать угол γ = 0, для сталей средней твердости γ = 3…5°, для цветных металлов и сплавов γ = 10…12°. При положительных передних углах необходимо проводить коррекционные расчеты для определения профиля фрезы в плоскости передней грани, в которой при изготовлении и переточке производится его контроль. При этом следует учесть, что впадина резьбы фрезы не должна контактировать с наружной поверхностью заготовки. Поэтому минимальная высота ножки резьбы h2, отсчитываемая от среднего диаметра, должна быть больше высоты головки резьбы детали, равной h/2.
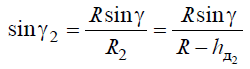
Этот пересчет ведется по формулам, приведенным в технической литературе, причем параметры, использованные в этих расчетах, показаны на рис. 4:
- высота головки резьбы на передней грани
- высота ножки резьбы
где β1, β2 — углы, рассчитываемые по формулам:

- полная высота резьбы
h = h1 + h2
- высота головки резьбы
h1 = h/2 +δи
где δи — допуск на износ,
- высота ножки резьбы (с учетом зазора между ножкой резьбы фрезы и наружной поверхностью заготовки)
h2 = h / 2 + 0,02 мм
- половина угла профиля резьбы фрезы
Дисковые фрезы.
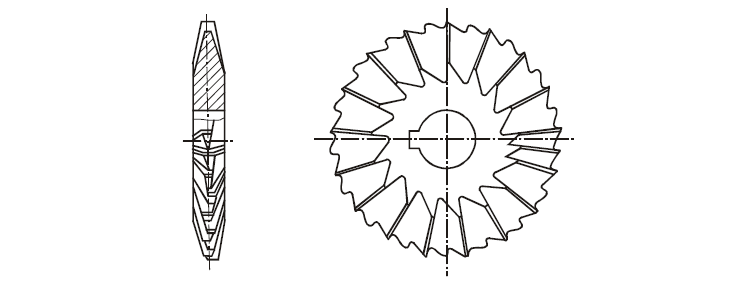
Дисковые фрезы нашли применение при нарезании резьб больших глубин, диаметров и длины. Например, их часто используют при нарезании резьб червяков, ходовых винтов и т.п. Благодаря тому, что фрезы являются многозубыми инструментами, работают с большими подачами и нарезают резьбу за один проход, их производительность по сравнению с резцами значительно выше.
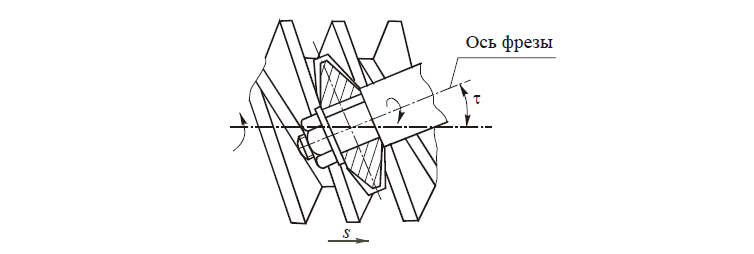
При нарезании резьбы ось оправки дисковой фрезы устанавливается под углом т.к. оси заготовки, равным углу подъема резьбы на ее среднем диаметре (рис. 5). Фреза совершает вращательное движение, а заготовка — вращательное и поступательное движения вдоль своей оси с подачей на один оборот, равный шагу резьбы.
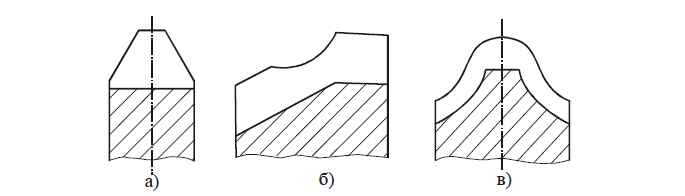
Дисковые фрезы изготавливаются диаметром 60…180 мм и имеют большое число (z = 34…40) остроконечных зубьев. Благодаря этому обеспечивается высокая производительность и хорошее качество обработанной поверхности. При нарезании трапецеидальных резьб с целью снижения сил резания и повышения стойкости фрез широкое распространение получили фрезы (рис. 6), у которых на каждой боковой стороне в шахматном порядке через один зуб удалены режущие кромки. Поэтому каждый зуб работает только одной боковой режущей кромкой, но с повышенной в 2 раза толщиной среза. При этом вершинные кромки остаются неизменными, так как на их долю достается толщина среза, в 2 раза большая, чем на боковые кромки. Для контроля профиля зубьев таких фрез после переточки один зуб оставляют с полным профилем.
Из-за наклона оси фрезы к оси заготовки и прямолинейности режущих кромок при фрезеровании трапецеидальной резьбы на червяках угол профиля резьбы εи и толщину зуба bи на окружности среднего диаметра инструмента рассчитывают по формулам:
tg εи /2 = tg ε /2cos τ;
bи = b cos τ.
Однако эти формулы являются приближенными, так как при более точном расчете оказывается, что профиль резьбы в сечении, нормальном к виткам, не совпадает с профилем зубьев фрезы, который должен быть криволинейным. При малых значениях угла τ возникающая погрешность профиля резьбы невелика, однако при τ >10…15° необходимо иметь более точные значения параметров профиля зубьев в сечениях фрезы и заготовки плоскостями, перпендикулярными к оси оправки. При этом на кривых сечения находят точки касания фрезы и заготовки и по ним строят профиль боковых режущих кромок зубьев фрезы.
Головки для охватывающего («вихревого») фрезерования резьбы.
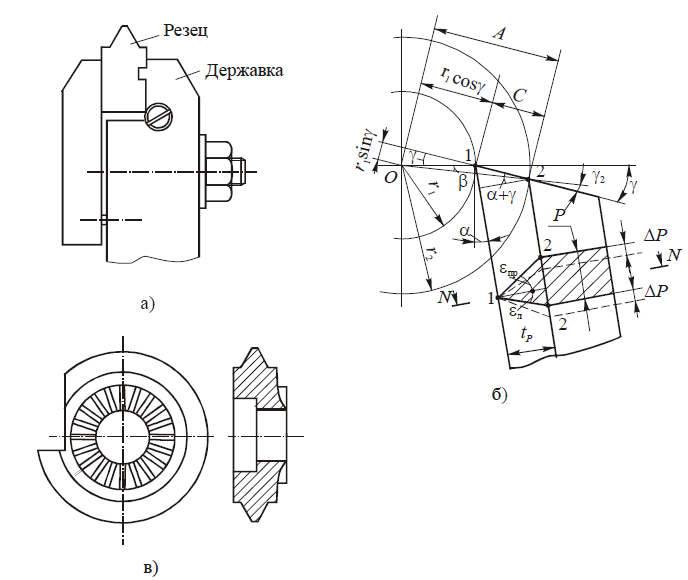
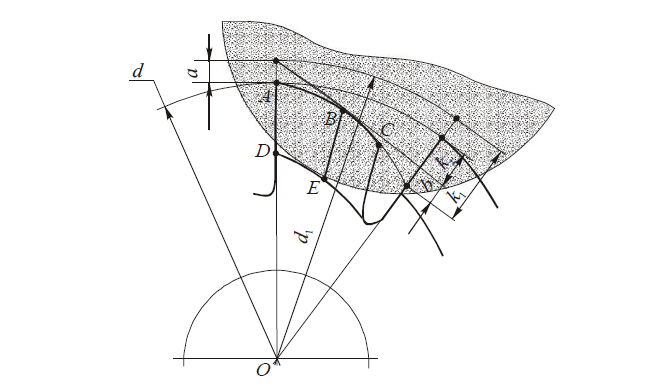
Головки для охватывающего («вихревого») фрезерования резьбы применяются в тяжелом машиностроении для скоростного нарезания крупных резьб на ходовых винтах длиной до 10000 мм и диаметром до 1000 мм. Схема головки для охватывающего фрезерования показана на рис. 7. Она имеет достаточно сложную конструкцию и устанавливается на суппорте токарного станка с наклоном к оси заготовки под углом подъема резьбы τ. Головка с установленными в ней твердосплавными резцами охватывает заготовку и приводится во вращение от индивидуального привода со скоростью 100…450 м/мин.
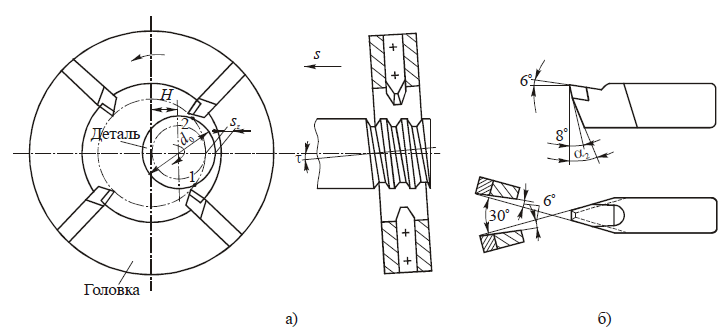
а — схема головки; б — конструкция резца
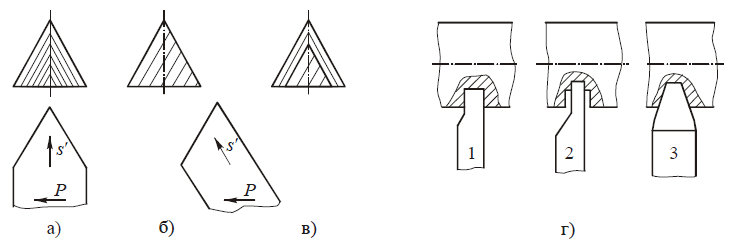
Заготовке задается встречное вращение от шпинделя станка с невысокой скоростью. В процессе резания головка перемещается вдоль оси заготовки с подачей на оборот, равной шагу резьбы. Нарезание резьбы обычно производится за один, реже два прохода. В корпусе головки размещаются 2…12 резцов, которые из-за смещения центра ее вращения относительно оси заготовки на величину Н вступают в контакт с заготовкой периодически. Поэтому стружка, снимаемая каждым резцом, имеет переменную толщину, равную нулю в точке 1 начала и в точке 2 конца контакта и максимальную толщину в середине между этими точками, равную sz. Такая форма стружки при ее относительно небольшой длине значительно облегчает условия ее удаления из зоны резания. Процесс фрезерования при этом неравномерный, поэтому требуется повышенная жесткость конструкции корпуса головки во избежание появления вибраций.
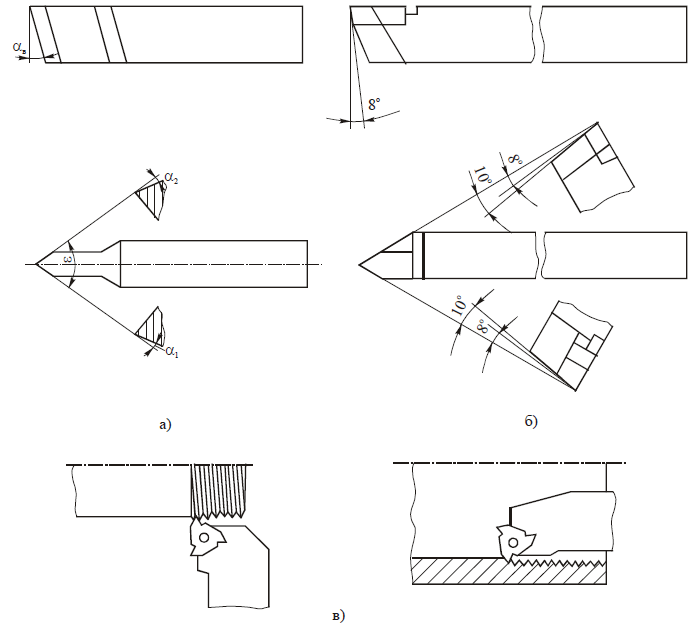
Резцы с напайными твердосплавными пластинами (рис. 7, б) затачивают под углами γ = 0…6°, αв = 6…8° на пластине и под углами α2 = 15…20° на державке и αб=6° на боковых режущих кромках. Благодаря высоким скоростям резания, хорошей транспортабельной форме стружки, низким радиальным нагрузкам такие головки позволяют нарезать резьбы с высоким качеством поверхности на длинных жестких валах. При этом производительность в 3…4 раза выше, чем при обычных резьбофрезеровании и точении.